在机械图纸中,关于公差的标注是很有学问的,涉及到一门学科《互换性与测量技术》。公差包括尺寸公差和形位公差。之所以有公差这个概念,是为了零部件能实现互换性,提高生产效率。在装配零部件时,经常会有孔轴配合和其他配合形式,因实际加工时,或多或少都会存在误差,为了保证能零部件之间能正确配合,所以必须对配合尺寸的变动范围进行控制,所以就有了公差和偏差的概念。标题中的极限就是标定一个尺寸变动范围的两个极限尺寸,配合就是孔轴配合及其他配合。孔轴配合是机械中最常用的配合,本文主要介绍关于极限和孔轴配合的相关知识。

1 互换性与公差的概念
在装配机器时,把同样零件中的任一零件,不经挑选或修配,便可装到机器上,机器就能正常运转;在修配时,把任一同样规格的零件配换上去,仍能保持机器的原有性能。这些“在相同零件中,不经挑选或修配就能装配(或换上)并能保持原有性能的性质”,称为互换性。
在零件的加工过程中,不可能把零件的尺寸做得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定的范围内,规定出尺寸允许的变动量,这个变动量就是尺寸公差,简称公差。
2 尺寸公差的相关术语
基本尺寸:根据零件强度、结构和工艺要求,设计确定的尺寸。
实际尺寸:通过测量所得到的尺寸。
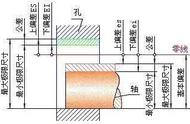
极限尺寸:允许尺寸变化的两个界限值。它以基本尺寸为基数来确定。
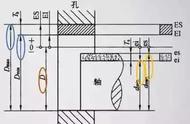
尺寸偏差(简称偏差):某一尺寸减其基本尺寸所得的代数值。尺寸偏差包括上极限偏差和下极限偏差。上偏差=最大极限尺寸-基本尺寸;下偏差=最小极限尺寸-基本尺寸。孔的上偏差代号为ES、孔的下偏差代号为EI;轴的上偏差代号为es、轴的下偏差代号为ei。
尺寸公差(简称公差): 允许尺寸的变动量。尺寸公差=最大极限尺寸-最小极限尺寸=上偏差-下偏差 。
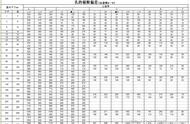
公差等级:确定尺寸精度程度的等级。国家标准将公差等级分为20级:IT01、IT0、IT1~IT18。“IT”表示标准公差,公差等级的代号用阿拉伯数字表示。从IT01至IT18等级依次降低。
标准公差:用以确定公差带大小的公差。标准公差是基本尺寸的函数。对于一定的基本尺寸,公差等级愈高,标准公差值愈小,尺寸的精确程度愈高。

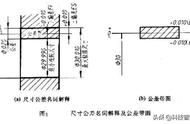
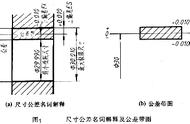
3 公差带图
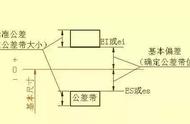
公差带表示公差大小和相对于零线位置的一个区域。为了便于分析,一般将尺寸公差与基本尺寸的关系,按放大比例画成简图,称为公差带图。

4 基本偏差
用以确定公差带相对于零线位置的上偏差或下偏差,一般是指靠近零线的那个偏差。根据实际需要,国家标准分别对孔和轴各规定了28个不同的基本偏差。