图3 电弧电压对焊缝断面形状的影响
a)I形接头 b)Y形接头
(3) 焊接速度
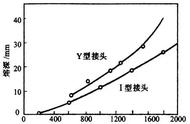
焊接速度对熔深和熔宽都有影响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大,随着焊接速度增加,焊缝熔深和熔都将减小,即熔深和熔宽与焊接速度成反比,如图 4 所示。焊接速度对焊缝断面形状的影响,如图 5 所示。
焊接速度过小,熔化金属量多,焊缝成形差:焊接速度较大时,熔化金属量不足,容易产生咬边。实际焊接时,为了提高生产率,在增加焊接速度的同时必须加大电弧功率,才能保证焊缝质量

图4 焊接速度对焊缝形成的影响
H-熔深 B-熔宽

图5 焊接速度对焊缝断面形状的影响
a)I形接头 b)Y形接头
(4) 焊丝直径
焊接电流、电弧电压、焊接速度一定时,焊丝直径不同,焊缝形状会发生变化。
表 1 所示的电流密度对焊缝形状尺寸的影响,从表中可见,其他条件不变,熔深与焊丝直径成反比关系,但这种关系随电流密度的增加而减弱,这是由于随着电流密度的增加,熔池熔化金属量不断增加,熔融金属后排困难,熔深增加较慢,并随着熔化金属量的增加,余高增加焊缝成形变差,所以埋弧焊时增加焊接电流的同时要增加电弧电压, 以保证焊缝成形质量。

工艺条件对焊缝成形的影响
(1)对接坡口形状、间隙的影响
在其他条件相同时,增加坡口深度和宽度,焊缝熔深增加,熔宽略有减小,余高显著减小,如图6所示。在对接焊缝中,如果改变间隙大小,也可以调整焊缝形状,同时板厚及散热条件对焊缝熔宽和余高也有显著影响,如表2所示。