一、焊前准备
1、半自动焊机一台(NEW- K500为例)
2、直径为1.2mmH08Mn2Si焊丝
3、纯度不低于99.5%的二氧化碳气体
4、试板(以16Mn)为例,尺寸300*200*10毫米
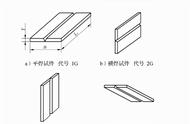
二、试板加工组对
坡口角度70度,钝边1.5mm,两板间隙2-2.5毫米,试板坡口两侧20mm以内用角磨机打磨,不得有油污、锈迹。
(坡口角度加工与板间隙视板厚决定,为消除变形,有时会采取两侧不同间隙,并为焊件设计不同的反变形量)
三、焊接参数选择
同样以板厚为10mm的16Mn为例
打底焊 电流100A 电弧电压19-21V 气体流量10
盖面焊 电流120-130A 电弧电压20 V气体流量10
盖面焊时焊接参数选取要大一点,焊缝平整光滑
四、定位焊
将两块试板进行焊接定位,长度约5名吗,根据所焊工件具体尺寸决定。
五、打底焊
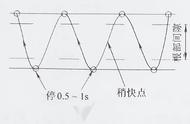
锯齿形运条,施焊完一个动作,必须使新熔池压住上一个熔池的一半左右,避免铁水从试板间隙漏出。
施焊过程中观察熔池形状,保证背面成型良好,熔池呈椭圆形,与坡口钝边两侧距离大概相同,根据需要的焊缝宽度确定。
如果焊缝较长需要断弧多次焊接时,重新起弧应该在弧坑后10mm左右位置起弧,起弧完成后运条至弧坑处稍作停留,使焊缝接头处完全溶化再继续施焊。
六、盖面焊
打底焊之后中间部位根据工艺要求焊规定数量的焊缝,焊完之后焊缝厚度低于板面1-2mm,再进行盖面焊的焊接。
盖面焊时采用锯齿形运条手法,焊缝两侧速度慢,中间速度快,延长焊缝边缘加热时间,使坡口两侧熔合良好,避免咬边、未熔合等缺欠。
我是理论君,每天为大家分享各类焊接知识,期待您的关注与转发。