文/POLYMER
截止到现在,热塑性聚氨酯弹性体(TPU)的生产方法有两种,一种是间歇合成方法;另一种是连续反应合成方法,连续合成方法是目前比较先进的合成方法。在连续合成TPU的合成方法中,合成TPU的原料的计量、输送、均混、反应、造粒是在浇注机、双螺杆反应挤出机和水下切粒机中连续不断进行的,一次将所有原料反应完全。
一、双螺杆反应挤出TPU
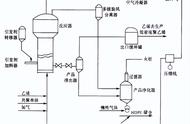
这种工艺一般包括三个部分,即原料(异氰酸酯、聚酯多元醇和扩链剂)前处理及计量输送模块、双螺杆反应挤出模块和水下造粒模块。

图1 双螺杆挤出反应工艺装置[1]
[1]单业涛.中国聚氨酯工业协会.中国聚氨酯工业协会第十七次年会论文集.
1.1原料前处理及计量输送模块
以MDI-BDO-PBA为实验案例,二异氰酸酯指数R=1,进行挤出反应实验。

表1-1原料处理方式
目前计量输送模块有失重法自动计量技术和自动浇注高速混合技术,由于TPU和热塑性塑料在某些性能上有相通性,普遍采用失重称计量法来控制原料的流量。
1.2双螺杆反应挤出模块
双螺杆挤出机作为反应器,对于高粘度物料体系及具有高强度传热、传质要求的场合具有独特优越性。它具有输送效率高、分散混合能力强、自洁性能好及物料在机内停留时间分布均匀等特点。
参数设置中机筒温度和螺杆转速是调试的重中之重,机筒温度主要影响产品的聚合度,进而影响产品的分子量分布和硬度以及均匀程度。双螺杆挤出机机筒可分为喂料段、输送混合段、挤出段和机头,各段的温度都可以单独设置,各温度区间内也有着千丝万缕的关联性;螺杆转速是控制挤出机挤出产量的关键,提高螺杆转速是提高挤出产量。
机筒温度:根据实际生产经验,一般将喂料段前段的温度设置为155℃左右,挤出段末端的温度设置为 220℃左右。实际温度需按照具体的原料种类、设备参数摸索出最合适的设置方法。另外根据产品所需硬度也能知道大概的温度区间,硬度与熔融温度的关系如下表1-2所示。

表1-2硬度与熔融温度的关系
螺杆转速: 通过设计实验,比较原料反应程度来确定合理的螺杆转速。转速过高过低对计量泵会提出更多的要求,因此要以实际生产为出发点,合理的调整螺杆转速。

图2 螺杆转速与反应程度关系(MDI/BDO/PBA体系)
从图2可以看出,在较慢的螺杆转速下反应程度确实有所提高,但是综合生产效率以及产品性能两方面因素来看,螺杆转速件优先选择在250-300rpm之间。
1.3水下造粒模块
水下切粒方面,设备有全进口水下切粒系统和国产水下切粒系统,厂家可以根据产品的质量严格度选择合适的切粒系统。
二、结论
热塑性聚氨酯弹性体凭借其优异的物理化学特性,是目前一种新型的环保材料。凡是使用 PVC 的领域,TPU 均能成为 PVC 的替代品。目前我国生产高端TPU的研发能力还待提高,本文希望能为双螺杆挤出反应TPU厂家提供一些生产理论和经验支持。
声明:凡注明“来源:XXX”的文/图等稿件,是本头条号出于传递更多信息及方便产业探讨之目的,并不意味着赞同其观点或证实其内容的真实性,文章内容仅供参考。如有侵权,请联系我们删除。凡文首注明作者的文/图等稿件,系本头条号原创,如需转载,请获得本头条号授权。