1、电脑套结机开机后,操作箱上的数据显示正常,按准备健,压脚能自动上升,用脚踩踏板时,压脚却不降,也不能缝纫。
一般情况下,该机出现故障,操作箱上的数据显示屏都有故障符号显示,提醒维修工是哪部分出了故障,该从哪方面排除。而对于上面提及的现象,机器并没有警示提示,又该如何解决呢?
首先,我们应考虑到涉及压脚动作的各个机构,找出压脚动作的动力。从这点出发,很快就发现促使压脚动作的动力源来自机身后罩壳下的电磁阀。搞清当脚踩踏板时,电磁阀不能使压脚再次动作的原因,问题也就迎刃而解了。在无故障的正常情况下,脚踩踏板时,位于台板下的压脚提升开关传感器工作,将信号传递给控制板;控制板在收到压脚提升开关传感器工作信号后,立即断开电磁阀电源,从而电磁阀释放衔铁,压脚下降。当脚踏板继续下踩时,套结缝纫的启动开关传感器工作,套结机则可正常缝纫。这里的压脚提升开关传感器、压脚传感器和套结缝纫的启动开关传感器,不管哪一只传感器出现故障,缝纫机都不能正常工作。压脚传感器出现故障时,数据显示屏通常显示E—A,可根据E—A的故障提示,逐步排除。而压脚提升开关传感器和套结缝纫的启动开关传感器,可以通过本机的自身检测系统来测试是哪部分出了故障。检测系统的检测方法是:
(蓝字显示段落后半部分还没有录入)
打开电源的同时,按准备键和复位键
同时按P3键和选择键,启动维修等级测试
同时按P1、P2和P3键,模式将改为测试模式
按选择键,电脑将进入测试程序
同时按P1键和P2键,进入程序2
再同时按下P1键和P2键,进入3的测试程序
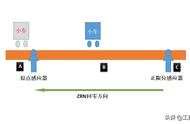
进入3的测试程序后,在无故障情况下,踩下踏板,如图1所示状态,计数器的显示灯亮;继续往下踩踏板,如图2所示状态,速度显示灯亮;若压脚提升开关传感器有故障时,计数器显示灯亮而且不熄;启动开关传感器有故障时,踩下踏板时,如图2所示状态时,速度显示灯不亮。通过显示灯的亮与熄,就能很快辨别是哪个传感器出了故障,这样排除故障时就有的放矢了。传感器的故障有的是因机油的侵蚀、尘埃、灰绒的堵塞造成传感器失灵,可用棉球沾少许酒精擦干则可;有的则是传感器内部的电阻或线路上的问题,可通过万用表来测试或更换新的来排除故障。值得一提的是本机的传感器有的是可以互用的。如压脚传感器和Y轴原点传感器可互用,它们的规格是HD—0005700—OA;X轴原点传感器、压脚提升开关传感器、套结缝纫的启动开关传感器和主轴传感器,它们的规格都是HD—00013500—00。传感器的故障找出来了,用脚踩踏板时,压脚也能再次下降了,套结机也就能缝纫了。
2、小压脚如何缝纫大套结
在缝制作业中常遇到要缝制长×宽为18×2mm的大套结,这个看似简单的问题,却暗藏着许多调试方面的问题。LK—1900电脑套结机在出厂时常常是如图3所示,A×B为20×4.5和A×B为21×5.1mm两种规格。而42针、56针和64针的大套结的规格为24×3mm,比随机的压脚规格大,而且都被本机自动锁定不予呼出。
通常情况下,大套结就得按照规定用大规格的压脚,似乎是不换压脚就不可以缝纫的,其实不必换压脚也是可以缝纫的,方法是发挥本机自动缩小图案的功能,将大套结从储存器中解锁出来,具体的操作程序是:
(蓝字显示段落后半部分还没有录入)
按准备建和复位键的同时打开电源
按 送布前进键,(图案)数据显示由 过渡 再到
按准备键,缝制灯亮
按选择键,选择56针的图案序号9
按 送布退后键,不可呼出的1将转为可呼出的代号0
设定后,用准备键进行登记
这样,56针的大套结9#图案就被解锁出来,用同样的方法可解锁42针和64针的大套结,解锁后的大套结,可根据理论缩小的比值和实际缩小的比值相等的原则,求出X值与Y值。
(插入公式)
X值Y值出来了,大套结缩小的比率也就出来了,这样42针的4#图案、56针的9#图案和64针的10#图案也就很明朗的跃然纸上了。如图8。根据客户的意见,42针的大套结针数太稀,64针的大套结针数又太密,而56针的套结正好满足了客户的工艺要求。
3、套结机出现不正常的怪声,严重时不套结,甚至断针,出现如此故障,经检查,发现是如图4所示的牛角下轴松动引起的。
为了更好的弄清下轴的松动情况,可侧翻机头,拆下如图5所示的y轴四只电机螺钉,小心拆下电机,下轴的松动可分轴向前后松动和齿轮之间的间隙过大引起的松动。下轴的前后松动可通过松开限位圈,如图6所示的两只螺钉A,向箭头所示方向压紧下轴,然后锁紧限位圈上的两只螺钉A,即可排除。
齿轮间的松动就是图中所示的得H齿轮和工作齿轮间的间际松动。因为是新购机器,则可排除齿轮的易损这一可能。根据随机的说明书提示,图中所示K轴是根偏心轴。调整时,将限位圈紧贴机床C面,松开K轴的两只大角锁紧螺钉B和D,再向箭头方向转动K轴,左转动,图四中的牛角将间隙调整在0.1mm以下。调整后的轴能轻松的运转,然后拧紧两只六角锁紧螺钉B和D。故障排除后,在安装Y轴和电机时,应将Y轴电机按图5中箭头方向抵足,使电机齿轮和图6中的正轴齿F不能间隙过大。否则的话,原有的故障排除了,新的故障又将出现。
4、通过更换压脚组合附件,可灵活应付各种不同的缝纫要求
以往在生产休闲长裤时,客户要求嵌线口袋处要如图8中所示的D型半圆形装饰结;在脚口边上要有菊花状装饰结。半圆形装饰结则是由操作工在平车上缝制一个半圆形,而后再到套结机上套结。由于没有固定的轨迹,效果很不理想;菊花状装饰结则是送到绣花厂加工,现在有了1900电脑套结机问题就好解决了。通过拆下图3中的长方形压脚及有齿板,换上如图7中所示的图形压脚和有齿板,再在控制板上插上一只专用装饰结的集成块,安装后就能轻松自如的获得如图8所示的图案。由于减少了不必要的中间环节,大大的提高了生产效率。

二:重机LK-1900套结机操作盘恢复“初始化”方法
初始化问题实际就是恢复存储器开关的出厂设定状态,按下列步骤和方法进行。
边按“READY”键和“RESET”(复位)键,边打开电源(这3个键要同时按下),屏中显示存储器开关代号,便可以将缝纫机的动作恢复到出厂状态,各存储器开关出厂状态设定值见表1。
⑴ 缝纫速度上限的设定(图1)

例如:把缝纫速度的上限设定为1 800r/min。
① 存储器开关启动后,按“+”、“-”键,在画面上显示出“01--”。
② 按“READY”键,缝制灯亮。
③ 按“-”键显示出“1800”。
④ 设定后,用“READY”键储存。
⑵ 起缝软速度的设定(图2)

以100 r/min为单位可以变更始缝的第1~第5针的速度。
例如:第1针为400→900 r/min、第2针为900→1 200 r/min。
① 存储器开关启动后,按“+”、“-”键,在画面上显示出“02--”。
② 按“READY”键,缝制灯亮(显示出第1针400 r/min)。
③ 按“+”、“-”键显示出“1-09”(设定为900 r/min)。
④ 按“SELECT”键(显示出第2针900 r/min)。
⑤ 按“+”、“-”键显示出“2-12”(设定为1 200 r/min)。
⑥ 设定后,用“READY”键储存。
⑶ 调出图案数据的设定(图3)

把不需要的图案调出设为不能,可以防止调出错误的图案,同时也可以用于调出需要的图案。
例如:把图案№.1、№.2设为不能调出。
① 存储器开关启动后,按“+”、“-”键,在画面上显示出“03--”。
② 按“READY”键,缝制灯亮。A显示:图案号;B显示:0-不能调出,1-可以调出。
③ 按“+”键,将显示B“1”→“0”。
④ 按“SELECT”键,显示A“1”→“2”。
⑤ 按“+”键显示B“1”→“0”。
⑥ 设定完后,用“READY”键储存。
[注意] ②项操作后,按“RESET”键,就返回到出厂状态设定。