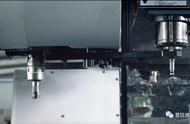
钻攻中心是目前市场上集切削、钻孔、攻牙于一体的工作效率最快且高精度的机床。主要用于加工手机金属外框、耦合器、电动工具、钟表、铜工、LED灯罩等批量的轻型产品。钻铣加工中心属于小型机床,机床结构比较紧凑,一般都选择配置尺寸较小的夹臂式刀库。下面我们就来说说钻铣加工中心夹臂式刀库的换刀动作。
夹臂式刀库的换刀动作比较简单,直接由主轴与刀库完成。和圆盘式刀库相比,由于不需要机 械臂协助换刀,所以夹臂式刀库的结构都比较紧凑,刀库尺寸也小很多。夹臂式刀库的一个完整的换刀动作,其实可以分为以下几个步骤:
1、主轴停转。必须先使主轴停止运转,才能进行换刀动作。这是前提条件。
2、主轴运动到换刀点,刀盘旋转至预定刀夹位。需要注意的是,预定的刀夹位必须是空刀状态。
3、刀库刀夹位向刀具移动,并恰好将刀具卡在刀夹位中,随后,主轴向上移动的同时松开刀具,上移的终点位置称为“待刀点”,是主轴与刀具刀柄完全脱离,并不影响刀柄旋转的一个位置。
4、刀盘旋转至需要更换的刀具刀夹位。这里补充一点,刀盘的旋转方向有固定和随机两种方式。固定旋转就是指刀盘总是按照顺时针或者逆时针方向进行旋转,这种方式的弊端就是当需要更换成前一个刀位的刀具时,刀库需要旋转一周才能进行更换,大大延长了换刀时间,进而影响加工效率;而随机旋转是根据换刀途径最短的原则设计的,换刀时会智能选择旋转方向以提高换刀速度,恰好能有效地解决固定旋转的这个弊端。
5、主轴向下移动至换刀位置,并抓紧刀具刀柄。
6、刀盘向前运动,使刀具从刀夹位中脱离,回到原来的位置。
7、主轴正转,再次投入加工。
,