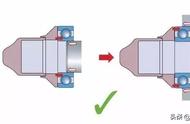
5) 盖的螺钉需拧紧至公称扭矩。如图2.12所示。

2.3 支撑辊轴承座装配操作规程
2.3.1 作业准备
装配时,备好图纸L77002或L77003
工具、量具、辅助器具、辅料、备件、备好到位。
清洗、检查、修正、检测、确认需装配的零部件正确完好,并在配合面涂润滑油。该润滑油为壳牌460润滑油,如有变化,以冷轧车间使用的润滑油为准。
按图纸要求安装两侧衬板,定位衬板,到位,并检查轴承座加装衬板后的实际宽度与平面度。做好记录。把油喷咀装入轴承座,旋紧到位。
把工艺堵头旋入轴承座到位。
2.3.2 装配作业操作规程
1) 吊运反转轴承座使辊颈侧向下放置。
2) 按本手册2.1安装四列圆锥滚子轴承,按本手册2.2安装止推轴承。
3) 测量轴承装配后轴向间隙,计算并选配密封垫片组。
A、 止推轴承垫片的安装。如图2.13所示。
1、安装不带O形圈的外端盖,用4个螺钉装在轴承上。
2、使所有的部件接触/对中:盖,外圈和轴承座。
3、在螺钉上加适当扭矩,拧紧所有的弹簧与肩部达到紧密接触。
4、用手旋转内圈使滚子达到适当位置。
5、用塞尺检查两个外圈与它们的肩部之间的接触情况。
6、每隔90度,测量端盖法兰与轴承座面之间的间隙,计算两个测量值之间的平均值。
7、在此测量值上加0.300±0.050毫米,这就是可剥型垫片的厚度(叠板环),可用它装入轴承座和端盖之间。
8、为了便于外侧的预先润滑(下外圈可留在轴承座中),拆去轴承(上外圈和双内圈),用手在它的表面上涂一层油。
9、把内圈和上外圈放回轴承座内孔中,放在下外圈上面。
10、在安装前盖之前,一定要确保O形圈放在端盖肩部的外径处。
11、将要求的垫片和端盖装在轴承座的适当位置。确保键(如果端盖部分有的话)一定要和上外圈键槽对中,并最终拧紧端盖。盖的螺钉需拧紧至公称扭矩。

B、 四列圆锥滚子轴承的垫片的安装,如图2.14所示。

4) 把四列圆柱滚子轴承及止推轴承的垫片组开四个测量口装入轴承上方的端盖内。
5) 把骨架油封装入止推轴承挡盖。
6) 把止推轴承挡盖和骨架油封压板安装到圆柱轴承挡盖上。如图2.15所示。