前几天看到一个介绍中国制造2025视频时,在拧螺丝时都按作业指导书操作,拧一颗螺丝时先拧三圈再退半圈,螺丝为了防止松动,是应该拧紧才对啊,为什么还要每次退半圈,还有我们用丝锥在手动攻丝时也会传一圈回四分之一圈,为什么嘞?
这是因为螺丝拧紧后处于变形中,尤其是在高温或震动情况下,长期这样持续压力就会发生变形,螺丝变形后强度会大幅下降或者失效,退回半圈是让螺丝弹性恢复一些,使螺丝在各种压力或环境变化下不会变形,让螺丝能承受高强度压力。
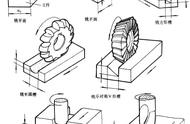
丝锥在攻丝的时候也会回半圈是为了割断排屑,以免排屑堵塞影响攻丝。

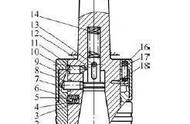
丝锥是一种加工内螺纹的刀具,其功能就是攻丝,对于小尺寸内螺纹来说,丝锥几乎是唯一的加工刀具,它结构简单,使用方便,即可配丝锥架手动加工,也可用在机床上加工产品,在生产中使用广泛,
丝锥的种类及工作原理
按形状可分为:直槽丝锥,螺旋槽丝锥,螺尖丝锥,挤压丝锥。
直槽丝锥是最常用的一种丝锥,产品用高速钢,硬质合金等高硬度材料做成,用于普通车床,钻床的螺纹加工用的工具,切削速度较慢,长柄用于通孔,短柄用于不通孔。

螺旋槽丝锥其排屑槽为螺旋状,它有左旋槽和右旋槽,工作中的切屑会直接从螺旋槽排出,具有使用寿命长,效率高,成本低,切屑平稳等优点,常见的有右旋15°和42°,旋转角度越大,排屑性能就越好,适合加工不通孔螺纹。

螺尖丝锥又叫先端丝锥,加工螺纹时切屑向前排出,适用于通孔螺纹及深螺纹加工,有使用切削速度快,尺寸稳定,牙纹清析的特点。