你遇到过这些问题吗:钻头是如何制造的?钻头加工中会遇到哪些问题?关于钻头材料及其特性?钻头失效后,您会采取哪样的措施……
工艺工艺
❶根据设计钻头的直径及总长度,可选择合金棒料切割机或者使用线切割设备进行定长加工。
❷对定长切割好的棒料,进行两端面平头,可在手动工具磨床上实现。
❸对合金棒料已磨好的端面进行倒角或打孔加工,为磨削钻头外径及柄部做准备,具体视采用外圆磨夹具是阳顶尖还是阴顶尖。
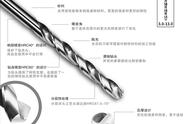
❹在高精度外圆磨床上进行钻头外圆直径,避空部分及柄部外径的加工,保证外径圆柱度,圆跳动,表面光洁度等设计要求。

高精度外圆磨床
❺为了提高在数控磨床上的加工效率,可在合金棒料上数控磨床前,对钻头钻尖部分进行倒角,比如140°钻尖角,倒角时可粗磨成142°。
❻将倒角后的合金棒料清洁干净后,转入数控磨床工序,在五轴数控磨床上进行钻头各个部位的加工。
❼若需要提高钻头排屑槽及外圆光洁度,还可在第5工步之前或之后,使用羊毛轮和研磨剂对其研磨抛光,当然这样的话,钻头需分更多工步进行加工。
❽对于已加工合格的钻头,再对其进行激光标刻,内容或为公司品牌LOGO及钻头规格尺寸等信息。
❾将标刻好的钻头包装好,再发货到专业的刀具涂层公司进行涂层
注:
1、如开钻头排屑槽,或螺旋形或直槽形,此工步也包含周刃负倒棱;接着加工钻尖刃口,包括钻尖齿隙部分和钻尖后角部分;接着进行钻头周刃刃背部分加工,磨出一定的落差量,确保钻头周刃外径部分与工件孔壁接触面按一定比例控制。
2、针对钻尖刃口负倒棱的加工,分为数控磨床加工或者人工手动加工,因各厂工艺不同而不。
加工问题
❶在外圆磨上加工钻头外圆部分时,需注意夹具是否失效并在加工时对合金棒料进行充分的冷却,保持测量钻尖外径尺寸的良好习惯。
❷在数控磨床上进行钻头加工,编程时尽量分出粗精加工两步,避免磨削量太大造成潜在的热裂纹存在,影响刀具的使用寿命。
❸使用设计合理的物料盘进行刀具的搬运工作,避免刀具间相互磕碰造成刃口的破坏。
❹对磨削变黑的金刚石砂轮,及时地使用油石进行开刃处理。
注:根据被加工材料/设备/工况 ,加工工艺均不相同,以上工艺编排仅代表作者个人意见,仅作为技术交流
钻头材料高速钢
高速钢(HSS)是一种具有高硬度、高耐磨性和高耐热性的工具钢,又称高速工具钢或锋钢,俗称白钢。
高速钢刀具是一种比普通刀具要坚韧,更容易切割的刀具,高速钢比碳素工具钢具有更好的韧性、强度、耐热性,需要UG编程免费基础视频资料等加Q群45867470切削速度比碳素工具钢(铁碳合金)高很多,因此得名高速钢;而硬质合金刚比高速钢的性能更好,切削速度可以再提高2-3倍。
特点
高速钢红硬性可以达到650度。
高速钢强度、韧性均好,刃磨后切削刃锋利,质量稳定,一般用来制造小型、形状复杂的刀具。

高速钢刀具
硬质合金
硬质合金钻头材质主要成分为碳化钨和钴,其占所有成分的99%,1%为其他金属,所以称作钨钢(硬质合金)。钨钢是至少含有一种金属碳化物组成的烧结复合材料。

硬质合金钻头
碳化钨,碳化钴,碳化铌、碳化钛,碳化钽是钨钢的常见组份。碳化物组份(或相)的晶粒尺寸通常在0.2~10之间晶粒使用金属粘结剂结合在一起。粘结金属一般是铁族金属,常用的是钴、镍。因此就有了钨钴合金、钨镍合金及钨钛钴合金。钨钢钻头材质烧结成型就是将粉末压制成坯料,再进烧结炉加热到一定温度(烧结温度),并保持一定的时间(保温时间),然后冷却下来,从而得到所需性能的钨钢材料。
特点:
硬质合金红硬性可以达到800-1000度。
硬质合金切削速度比高速钢高 4-7倍。切削效率高。
缺点是抗弯强度低,冲击韧性差,脆性大,承受冲击和抗振能力低。
应用问题/措施钻尖磨损
原因:
1、工件在钻头钻入力作用下工件会向下移动,钻头钻通后弹回。
2、床刚性不足。
3、钻头材料不够结实。
4、钻头跳动太大。
5、夹持刚性不够,钻头滑动。
措施:
1、降低切削速度。
2、增加进给量
3、调整冷却方向(内冷)
4、增加一倒角
5、检查并调整好钻头的同轴度。
6、检查后角是否合理。
韧带崩刃
原因:
1、工件在钻头钻入力作用下工件会向下移动,钻头钻通后弹回。
2、机床刚性不足。
3、钻头材料不够结实。
4、钻头跳动太大。
5、夹持刚性不够,钻头滑动。
措施:
1、选用背锥更大的钻头。
2、检查主轴钻头跳动范围 (<0。02mm)
3、用预定心钻打顶孔。
4、使用刚性更强的钻头,带缩颈套或热缩套件的液压夹头。
积削瘤
原因:
1、切削材料与工件材料之间的化学反应引起的(含碳量较高的低碳钢)
措施:
1、改善润滑剂,增加油或添加剂含量。
2、提高切削速度,降低进给率减少接触时间。
3、如果钻削铝材,可使用表面抛光无涂层的钻头。
断刀
原因:
1、钻头螺旋槽被切削堵住,没有及时将切削排出。
2、孔快钻孔时,没有减小进给量或变机动为手动进给。
3、钻黄铜一类软金属时,钻头后角太大,前角又没修磨,至使钻头自动旋进。
4、钻刃修磨过于锋利,产生崩刃现象,而没能迅速退刀。
措施:
1、缩短更换刀具的周期。
2、完善安装固定,比如增加支撑面积,增大夹持力。
3、检查主轴轴承和滑动槽。
4、使用高精度刀柄,如液压刀柄。
5。使用韧性更强的材料。
,