焊接人员具备基本焊接的同时要具备一定的气割技能,主要是手工气割的能力,用来组对调整尺寸,或者返修工件。
氧气切割过程经过预热、燃烧和吹渣三个过程,其实质是金属在纯氧中的燃烧过程,而不是熔化过程。
气割主要用在低碳钢、低合金钢。而铸铁、高铬钢、铬镍钢、铜、铝及其合金因不能采用氧气切割,可以采用等离子切割。
知道了气割原理和基本知识,并不能说明就可以实操,真正手工操作气割并不容易,主要有两个原因:
1、气割涉及明火作业。氧气瓶、乙炔瓶均有爆炸的危险,虽然现在市场上大部分割枪已经具备防回火功能,但是一些特殊情况下普通割枪还大量存在和使用,还有一定的回火隐患,处理不好也有一定的危险,有一定的心理负担。
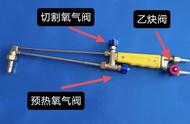
2、气割理论枯燥,实操需要调整火焰,氧气瓶和乙炔瓶的仪表以及割炬上的三个旋钮需要搞清楚,实操需要一定时间和积累。
气割操作因个人习惯不同,可以有所不同。
1、调整好气瓶位置并调整氧气、乙炔的压力值
气割动火作业时,乙炔瓶和氧气瓶直立放置,且两者间距不应小于5 m,二者与动火作业地点不应小于10 m,不得在烈日下曝晒。然后调整氧气和乙炔的压力值,总体来说,割嘴越大、工件越厚,所需的压力就越高。
一般情况下,氧气压力表调整范围:0.2-0.5 MPa,乙炔压力调整范围:0.05-0.1 MPa。
2、调整姿态
一般是右手握住割炬把手,右手的拇指和食指把住预热氧气的阀门,便于调整预热火焰和回火时及时切断预热氧气。
左手的拇指和食指握住开关切割氧的阀门,同时还要起掌握方向的作用。其余三个手指平稳地托住枪柄。上身不要弯得太低,眼睛注视割嘴和割口前面的割线。一般是从右向左方向切割。
3、点火切割
开始切割时,先调出中性预热焰,预热钢板的边缘,直至加热到使其能在氧中可以燃烧的温度,即在割件表面层呈现将要熔化的状态时,切口位置呈现微红的时候,将火焰局部移出边缘线以外,同时慢慢打开切割氧气阀门。
【中性预热焰标准:点火后,乙炔旋钮保持不动,慢慢地拧开预热氧气旋钮,随着氧气的增加,火焰形状也慢慢变化,黄色火焰逐渐回收,最后在割嘴处收成一个黄色亮点,前端形成淡蓝色修长的火焰,长度大约为15厘米,这就是标准的中性预热焰,调节成功】
当有氧化铁渣随氧气流一起飞出时,证明已经割透,这时移动割炬逐渐向前切割。沿曲线外轮廓切割时,割嘴必须严格垂直于切割金属的表面,割嘴开始应与被切割金属表面成垂直位置;一般气割时,割嘴与与切割反方向成10°~30°倾角,以便能更好地加热割件边缘,使切割过程容易开始。
气割过程中,若操作者需移动身体位置时,应先关闭切割氧的阀门,然后移动身体位置。假如切割较薄的钢板,在关闭切割氧的同时,火焰应迅速离开钢板表面,以防止因板薄受热快,引起变形和使割缝重新粘合。
继续切割时,割嘴一定要对准割缝的接割处,并适当预热,然后慢慢打开切割氧气阀门,继续进行切割。
切割临近终点时,割嘴应向切割前进的反方向倾斜一些,以利于钢板的下部提前割透,使收尾的割缝较整齐。
4、关火
当达到终点时,应迅速关闭切割氧气的阀门并将割炬抬起,然后关闭乙炔阀门,最后关闭预热氧气阀门。
以上就是气割的基本操作过程,一般要先观察师傅操作的基本动作,把过程熟悉后在薄板上反复练习几次就可以上手操作了。手工气割是焊接人员的一项基本能力,需要了解并掌握。
,