作为焊接人员,经常被问到直流正接、直流反接,以及有什么区别,该怎么回答?这个问题在专业面试和评审中也经常出现,毕竟属于焊接人员最基本知识之一。但实际上我们更多的是只知定义,在谈到具体区别或者选用原则时,经常语塞,陷入尴尬。
关于定义,我们通常采用一种简单的记忆方法,就是按焊件(工件)接电源正负极进行区分,焊件接电源正极,叫直流正接,正极性;焊件接电源负极,叫直流反接,负极性。回答出以上内容,基本上定义就说清楚了。

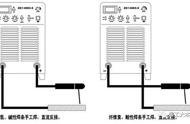
直流正接与反接
我们来看下书面定义,直流正接:直流电弧焊时,焊件(工件)接电焊机输出端的正极,焊枪(焊钳)接输出端的负极的接线法, 叫“正接法”也称正极性。直流反接:直流电弧焊时,焊件接电焊机输出端的负极,焊枪(焊钳)接输出端的正极的接线法, 叫“反接法”也称反极性。
那么两者的区别有哪些?主要从以下两个方面来回答。
第一是热量分配不同。直流正接:即工件为正极,热量分配为工件70%,电极30%,直流反接:电极为正极,热量分配为工件30%,电极70%。大家记住正极的能量高,占70%,基本上就可以说清楚。
第二是适用条件不同。如前面所说,由于阴极的发热量远小于正极,采用直流正接时,工件接的是正极,温度较高,因此,
1)焊厚板时用直流正接,效率高,而焊薄板时考虑用直流反接,控制变形和防止烧穿。
2)采用钨极氩弧焊焊接钢、黄铜时,应选用直流正接,因为这样钨极为负极,钨极发热量小,寿命长,工件为正极,发热量大,熔深大,生产率高。但是在焊接铝合金等金属时,通常需要采用直流反接。直流反接有去除氧化膜的作用,称为“阴极破碎”或“阴极雾化”现象。通过直流反接,工件表面的氧化膜在电弧的作用下可以被清除掉而获得外表光亮美观、成形良好的焊缝。
3)采用埋弧焊直流电源时或者采用低氢型碱性焊条焊接时,必须采用直流反接,这是因为直流反接时,电弧燃烧稳定,飞溅小;而直流正接时,电弧燃烧不稳定,飞溅大,而且容易产生气孔缺陷。
以上基本上就可以说清楚直流正接和反接了,当然如果能再深入解释下直流反接的阴极破碎原理就更好了,进一步体现出专业性了。
以下阴极破碎原理,供参考:氩弧焊直流反接焊接时,氩气的正离子流向焊件,撞击金属溶池表面,当阴极斑点处受到弧柱中来的正离子流的强烈撞击时,温度很高,其氧化膜很快被汽化破碎,显露出纯净的金属表面,同时电子发射条件也由此变差,阴极斑点转移到邻近有氧化膜存在的地方,如此下去,就会自动地把工件表面上的氧化膜清出掉,金属表面致密难熔的氧化膜击碎并去除,使焊接顺利进行,保证焊接质量优良,焊缝成型美观,这种现象称为阴极破碎或阴极雾化现象。
,