1. 立铣刀端刃修磨:
用原刀架R8夹头夹持铣刀柄部,按90°水平转动端铣刀磨用附件,拔起限位螺钉,调转刀架可360度回转刀架调转到可磨削端刃位置(见图1),然后按照端切削刃的角度的度数,磨出端刃的后角倾斜度(见图2),修磨时注意进刀方式(见图4). 磨削完后用刀架分度装置刀具回转45度(4刃)或90度(2刃)磨另一刃齿。(见图3,4)

2.立铣刀侧刃修磨:
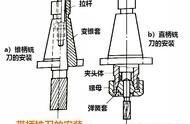
把原刀架工作台换成立铣刀刃磨附件的工作台。(如附图5,6)
将R8弹性套筒插入铣刀附件工作台的锥形孔中,将直径尺寸大小合适的立铣刀插入R8套筒并将它固定,因此立铣刀将不再转动。(如附图7) 将立铣刀刀具调整到高于砂轮的中心。(如附图7)

按铣刀侧刃后角的度数转动0-40度的刀架工作台,使立铣刀的附件工作台调整出合适的刃磨角度。
用立铣刀刃磨附件上的导向可调支架固定槽针去贴紧立铣刀侧刃螺旋沟槽进行导向引导,(如附图8-14)然后直接从前到后自由旋转(靠导向引导)推动手把部分的前后抽动磨削办法刃磨铣刀后角的螺旋刃口。(见图15,16) 当主后角磨完后就磨副后角,将导向可调支架固定槽针插入第二倾斜度的螺旋槽中,然后象磨第一倾斜度一样去磨。