焊缝处在垂直位置时的焊接操作方法称为立焊法。与平焊法一样,根据焊接接头的形式不同,立焊也分为对接立焊、搭接立焊、角接立焊,但运条方式基本相同,只要掌握了对接立焊的操作方法,就基本OK了!
★立焊操作方法
由于立焊处于垂直位置,焊条熔化后的金属熔滴因为重力的作用有往下流的倾向,熔化金属的下坠容易形成焊瘤。
立焊由于重力作用熔渣在熔池表面也容易向下坠落,熔渣和铁水容易分离,焊工也容易分清熔渣和铁水,对施焊有一定好处。
注意:在焊接表面层的时候,如果运条不正确,容易形成咬边。立焊时引起的收缩比平焊大,所以立焊时,对接口的间隙,焊缝末端要比起始端大些。

不开坡口对接立焊缝操作方法
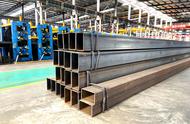
常用于薄焊件,厚度小于6mm的焊件。
①从上向下焊接:(用于不重要的构件焊接)
选用熔渣粘度大的小规格焊条,电流适当加大,采用直流反接;
电弧在焊缝的上顶点引燃,然后将焊条稍向下倾斜,同时向下移动;
保持极短电弧,利用焊条端部托住熔化金属,避免横向摆动。
这种立焊法,熔深小,焊接速度快,但熔化金属和熔渣容易下坠,容易产生夹渣,需要注意避免。
②从下向上焊接(用于较重要构件焊接)
这种方法熔深较大,焊条与焊缝方向的夹角为60°-80°,利用焊条端部托住熔化金属,放慢焊接速度,采用短弧及快速灭弧法,同时必须保持熔池上端有电弧成的下园穴,确保焊透。
对口间隙比较小时,采用直线焊法或稍作摆动,采用较大电流,使用短弧、慢速使热量集中,利于充分焊透。
对口间隙比较大时,适当降低电流,采用横向摆动,短弧、快速,延长熄弧时间,避免烧穿。
,