为安全生产,规范管理,提高公司产品质量,不断的追求线条与角度美,特起草本作业指导书。
1)开机前必须排除折弯机周围任何不安全因素(不必要的产品,杂物废渣是否在刀具和V型槽之间),在折弯机各润滑点加注润滑油(左、右导轨,同步连杆,后挡料丝杆、光杆等)。检查紧固螺丝是否将刀模及下模紧固在折弯机上,防止刀、模具的跌落而发生事故,后方可开机。
2)折弯机工作台、车上堆放的产品重量应在工作台、车(特别是液压拖车)的承重范围内,不能过载(特别是液压拖车)及偏载,防止倒塌而发生安全事故或工用具的损坏。拿原材料或上一道工序的半成品时,必须检查开料尺寸或上一道工序的半成品是否符合生产要求,不符合要求的或其它质量问题要第一时间找到质检或班长反应情况,经核实解决后方可生
产。
3)作业前必须仔细询问师傅怎样定位,材料方向,折弯先后顺序,以及如何安全操作等等,毛刺方向一般应在产品内部(风扇架除外),对于正反面都有毛刺的,应遵循毛刺从多原则(即将毛刺多的方向折在产品内部,特别是玻璃门板)对于有反刀折弯的,一定要注意第一刀的折弯方向。师傅在折弯样品后,必须由质检按图纸确认合格后,员工方可上岗并在师傅的指导下按照样品进行操作,并保留样品。
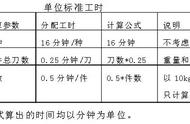
4)作业员应自检:小件产品:开料尺寸小于600*600毫米的(如挂柜边门,方孔条,方横条,电源板等)折弯50件应自检一次,大件产品:开料尺寸大于600*600毫米的,冲制20件应自检一次。检查项目包括:
a)外形尺寸、上一道工序有无漏冲、折弯时有无卷边、本工序尺寸、角度、外观是否符合样品技术规定要求。
b)折弯表面是否平整光滑,有无明显压痕(特别是后门,边门四角处)及缺陷,毛刺方向等。
c)注意观测V型槽中是否有金属杂物,特别是中拉条,防止压坏刀具、V型槽如需清理应停机后用废料将其清除。
d)折弯过程中的不良品应拿出来、不要蒙混过关,应不放过,严禁流入到下一道工序。对于连续超过3件不良品的,应告知检验员、组长,待查明原因并解决后方可继续生产。
5)检验员每10~25分钟对产品进行巡检,巡检数量不得少于3-5件,在巡检过程中产品质量发生变化情况下,检验员及时通知操作工,并有权停机对产品采取纠正措施。
6)折弯全过程中,操作员身体的任何部位始终不能放入刀具和V型槽之间模,在单次折弯中脚迅速的踩下脚踏开关并离开,不允许将放在开关上,防止误踩而发生安全事故)在生产的全过程中,任何物件都必须轻拿轻放,堆放的数量不要过多,防止产品变形,不能因个人的情绪拿产品或作业工具来发泄。
在生产的全过程中,如发觉折弯机有不正常的噪音,应立即停机防止故障扩大化,并告知师傅或组长,待由专业技术人员检修后方可继续生产。
7)在生产的全过程中,三检(自检、互检、专检)必须到位。
a)自检就作业员对自己所生产的产品,按照图纸、工艺或合同中规定的技术标准自行进行检验,并作出是否合格的判断。这种检验充分体现了作业员必须对自己生产产品的质量负责。
b)互检就是作业员相互之间进行检验。互检主要有:下道工序对上道工序流转过来的产品进行抽检;同一机床、同一工序轮班交接时进行的相互检验;小组质量员或班组长对本小组工人加工出来的产品进行抽检等。这种检验不仅有利于保证加工质量,防止疏忽大意而造成成批地出现废品,而已有利于搞好班组团结,加强工人之间良好的群体关系。
c)专检就是由专业检验人员进行的检验。
加工好的本工序产品应整齐摆放在指定的待检位置并作好标示,由检验员检验合格后送交下一班组,特别是中拉条,一定要区分好,哪些攻过牙,哪些没有攻的,严控各工序以防止混淆,各种产品进仓前必须又质检员确认后方可进仓,操作工不得自行入库。
未经师傅调试及同意不得将过小的材料放入V型槽中折弯(1、2号机材料长度不小于300mm,3、4、5号机材料长度不小于1000mm,6、7号机材料长度不小于1500mm)。
每日下班前将上刀模下降到V型槽中后切断机床所有电源,整理好工作台、车,折弯机周围现场必须保持文明清洁,废料经质检确认统计后放入费料堆,关灯后方可下班。
如果想获得钣金展开视频请私信给我(展开教程)四个字
,