通过独特的阻尼孔设计,使用矿物油作为介质,来平稳实现从高速轻载到低速重载的转变。
特点:从小能量到大能力量的广泛范围都无需调节,可以实现最佳的能量吸收。
橡胶缓冲:
为了在工厂更紧凑的安装,设计师们又想了方法,第二种方法:橡胶缓冲。(活塞杆的两端设置了缓冲垫)

注意事项:
1)缓冲能力固定不可变,缓冲能力小,多用于小型气缸,防止作动噪音。
2)需要注意橡胶老化而导致变形、剥落等现象。
气缓冲:
第三种方法:气缓冲。(通过活塞运动时,缓冲套及密封圈共同作用在一侧形成一个封闭的气室/缓冲腔,来实现缓冲。)

缓冲腔内的气体只能通过缓冲阀排出。当缓冲阀的开度很小时,腔内压力快速上升,该压力对于活塞产生反作用力,从而使活塞减速,直至停止。
注意事项:
1)通过调节缓冲阀的开度,缓冲能力可调。开度越小,缓冲力越大。
2)利用气缸动作时的背压而实现缓冲。气缸背压小。缓冲能力也将变小。在使用时,须注意负载率和气缸速度的控制方法。
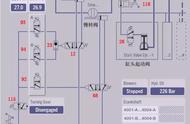
六 气缸的电气装置
我们知道气缸是如何自如的运动了。但是万事万物都有规矩,气缸的运动也是,他们是否都跑到了位了呢?有没有越界啊?这个又该由谁来监督呢?
磁性开关——它是判断气缸是否运行到位的反馈信号,控制相应的电磁阀完成切换动作。
原理:随活塞移动的磁环靠近或离开开关,开关中的簧片被磁化相互吸引或断开,发出电信号。

特点:于不需要在气缸行程两端设置机控阀及其安装架,不需要在活塞杆端设置撞块,所以使用方便,结构紧凑,可靠性高,寿命长,成本低,开关反应时间快,获得了广泛的应用。
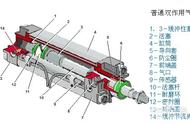
七、SMC气缸原理图
(1)缸筒
缸筒的内径大小代表了气缸输出力的大小。活塞要在缸筒内做平稳的往复滑动,缸筒内表面的表面粗糙度应达到Ra0.8um。对钢管缸筒,内表面还应镀硬铬,以减小摩擦阻力和磨损,并能防止锈蚀。缸筒材质除使用高碳钢管外,还是用高强度铝合金和黄铜。小型气缸有使用不锈钢管的。带磁性开关的气缸或在耐腐蚀环境中使用的气缸,缸筒应使用不锈钢、铝合金或黄铜等材质。
SMC CM2气缸活塞上采用组合密封圈实现双向密封,活塞与活塞杆用压铆链接,不用螺母。
(2)端盖
端盖上设有进排气通口,有的还在端盖内设有缓冲机构。杆侧端盖上设有密封圈和防尘圈,以防止从活塞杆处向外漏气和防止外部灰尘混入缸内。杆侧端盖上设有导向套,以提高气缸的导向精度,承受活塞杆上少量的横向负载,减小活塞杆伸出时的下弯量,延长气缸使用寿命。导向套通常使用烧结含油合金、前倾铜铸件。端盖过去常用可锻铸铁,现在为减轻重量并防锈,常使用铝合金压铸,微型缸有使用黄铜材料的。
(3)活塞
活塞是气缸中的受压力零件。为防止活塞左右两腔相互窜气,设有活塞密封圈。活塞上的耐磨环可提高气缸的导向性,减少活塞密封圈的磨耗,减少摩擦阻力。耐磨环长使用聚氨酯、聚四氟乙烯、夹布合成树脂等材料。活塞的宽度由密封圈尺寸和必要的滑动部分长度来决定。滑动部分太短,易引起早期磨损和卡死。活塞的材质常用铝合金和铸铁,小型缸的活塞有黄铜制成的。
(4)活塞杆
活塞杆是气缸中最重要的受力零件。通常使用高碳钢,表面经镀硬铬处理,或使用不锈钢,以防腐蚀,并提高密封圈的耐磨性。
(5)密封圈
回转或往复运动处的部件密封称为动密封,静止件部分的密封称为静密封。
缸筒与端盖的连接方法主要有以下几种:
整体型、铆接型、螺纹联接型、法兰型、拉杆型。
(6)气缸工作时要靠压缩空气中的油雾对活塞进行润滑。也有小部分免润滑气缸。
八、气缸-工作原理
根据工作所需力的大小来确定活塞杆上的推力和拉力。由此来选择气缸时应使气缸的输出力稍有余量。若缸径选小了,输出力不够,气缸不能正常工作;但缸径过大,不仅使设备笨重、成本高,同时耗气量增大,造成能源浪费。在夹具设计时,应尽量采用增力机构,以减少气缸的尺寸。
九、故障判断和原因分析
在气缸运行过程中,气缸渗漏和气缸变形是最为常见的设备问题,气缸结合面的严密性直接影响机组的安全经济运行,检修研刮气缸的结合面,使其达到严密,是气缸检修的重要工作,在处理结合面漏气的过程中,要仔细分析形成的原因,根据变形的程度和间隙的大小,可以综合的运用 各种方法,以达到结合面严密的要求。原因如下:
1.气缸是铸造而成的,气缸出厂后都要经过时效处理,就是要存放一些时间,使气缸在住铸造过程中所产生的内应力完全消除。如果时效时间短,那么加工好的气缸在以后的运行中还会变形,这就是为什么有的气缸在第一次泄漏处理后还会在以后的运行中还有漏气发生。因为气缸还在不断的变形。
2.气缸在运行时受力的情况很复杂,除了受气缸内外气体的压力差和装在其中的各零部件的重量等静载荷外,还要承受蒸汽流出静叶时对静止部分的反作用力,以及各种连接管道冷热状态下对气缸的作用力,在这些力的相互作用下,气缸发生塑性变形造成泄漏。
3.气缸的负荷增减过快,特别是快速的启动、停机和工况变化时温度变化大、暖缸的方式不正确、停机检修时打开保温层过早等,在气缸中和发兰上产生很大的热应力和热变形。
4.气缸在机械加工的过程中或经过补焊后产生了应力,但没有对气缸进行回火处理加以消除,致使气缸存在较大的残余应力,在运行中产生永久的变形。
5.在安装或检修的过程中,由于检修工艺和检修技术的原因,使内缸、气缸隔板、隔板套及气封套的膨胀间隙不合适,或是挂耳压板的膨胀间隙不合适,运行后产生巨大的膨胀力使气缸变形。
6.使用的气缸密封剂质量不好、杂质过多或是型号不对;气缸密封剂内若有坚硬的杂质颗粒就会使密封面难以紧密的结合。VIF900高温气缸密封剂是最新汽轮机气缸密封材料,高、中、低压缸可通用,避免了型号选择不当而造成的气缸泄漏。
7.气缸螺栓的紧力不足或是螺栓的材质不合格。气缸结合面的严密性主要靠螺栓的紧力来实现的。机组的起停或是增减负荷时产生的热应力和高温会造成螺栓的应力松弛,如果应力不足,螺栓的预紧力就会逐渐减小。如果气缸的螺栓材质不好,螺栓在长时间的运行当中,在热应力和气缸膨胀力的作用下被拉长,发生塑性变形或断裂,紧力就会不足,使气缸发生泄漏的现象。
8.气缸螺栓紧固的顺序不正确。一般的气缸螺栓在紧固时是从中间向两边同时紧固,也就是从垂弧最大处或是受力变形最大的地方紧固,这样就会把变形最大的处的间隙向汽缸前后的自由端转移,最后间隙渐渐消失。如果是从两边向中间紧,间隙就会集中于中部,汽缸结合面形成弓型间隙,引起蒸汽泄漏。
,