铸铁也被称为生铁,是碳含量大于2%的铁碳合金,根据其所含的化学成分与制造方法的不同,可以分为白口铸铁、灰口铸铁以及球墨铸铁等。
一、白口铸铁
白口铸铁中碳以碳化物的形式存在,断口灰白色,硬而脆,不能切削和焊接,在日常应用很少。
二、灰口铸铁
灰口铸铁中的碳主要以石墨形式存在,断口为暗灰色,质地较软易于加工,流动性好,同时具备一定的焊接性,经常用于机床部件、齿轮等大型机构。
灰口铸铁焊接特点
1、焊缝处易产生白口组织,增加焊缝处的加工难度。
对焊件进行预热、或在焊接后对焊件进行保温,并在焊接时采用非铸铁等我焊接材料,如铜、镍铜等可以有效防止白口组织的产生。
2、焊缝处易产生裂纹,由于灰铸铁塑性、抗拉强度低,焊接时局部受热冷却形成了较大的内应力,造成裂纹。
我们可以通过焊前预热、焊后缓冷的方式、或者选用塑性较好的焊接材料防止裂纹产生,也可以在铸铁上增加止裂孔来防止。
灰铸铁的焊补工艺
灰铸铁焊补可以采用电弧焊或者气焊、钎焊等。
1、电弧冷焊法,焊前对焊件不进行预热,在焊接过程中也不增加任何辅助加热措施,减少焊件因预热受热不均产生的变形,从而形成裂纹。
焊接时采用铸铁成分的焊条,如铸铁芯铸铁焊条等。在焊接时采用大电流、长弧连续焊避免形成白口组织。
2、电弧热焊法
焊前将焊件加热到600-700摄氏度,焊后在炉中缓慢冷却。由于热焊时冷却缓慢,可以有效减少白口组织,减少内应力的产生,防止裂纹。
3、钎焊常用铜作为钎料进行焊补。
三、球墨铸铁的焊补
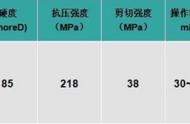
球墨铸铁与灰铸铁相比,冷却时的线收缩率更大,因此更加容易产生白口组织和裂纹,但是球墨铸铁的塑性较好,强度较高。
在进行电弧焊补焊时,可以采用钢芯球墨铸铁焊条(铸238),焊条中含有球化剂,能使焊缝组织变为球墨铸铁,采用焊前预热、焊后缓冷措施后可以使焊缝性能大大提高。
用镍铁焊条(铸408)焊补时,应该在避风处进行,并采用小电流进行焊接。
我是理论君,每天为大家分享各类焊接小知识,期待您的关注和转发。
,