(2)应用实例
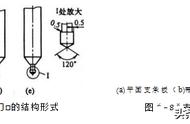
图2-89所示钢管,采用4l9mmXlmm的Q235-A钢管制成,要求在管壁上加工螺钉M4过孔(通孔),中等生产批量。
①工艺分析。该圆管管料直径不大,壁厚较薄,冲切的5mm通孔孔径远大于圆
管壁厚1mm,冲孔凸模的强度足够,但考虑到通孔孔径较小,如采用通常的由冲孔凸模和下面的凹模组成的冲孔模,由于要在内空的圆管上冲通孔,则冲孔的行程较长,凸模极易折断,并且使得管件冲孔处的上端和下端产生不均匀的较大变形;如采用钻孔工艺,不仅效率很低,无法满足生产批量的要求,而且钻孔的质量也不高。考虑到5mm孔仅为螺钉过孔,允许有少量的变形,为此,可设计无芯冲孔模完成零图2-89钢管结构图件的加工。
②模具结构。设计的无芯冲孔模结构如图2-90所示。模具工作时,将冲切好的钢管置 于下压料块11的型腔内,使其端面与下模板上安装的定位销紧贴完成圆管径向定位。随着 压力机滑块的下行,上压料块5与下压料块11共同将钢管抱紧后,由凸模10分别在钢管的 上、下两个方向同时完成对管料的冲孔。
③模具设计分析。整套冲孔模选用滑动导柱、导套模架进行工作零件的安装与导向, 考虑到凸模10较细长,模具又安装了小导套12、小导柱13进行二次导向,工作时,小导 柱13始终处于导向状态,保证了模具的冲孔间隙。上、下模通过聚氨酯橡胶1的弹性收缩, 能上、下运动,呈浮动式结构。考虑到凸模失效后更换的方便性,凸模10设计成快换结构, 凸模通过各自的上、下模板8、3固定后,用紧定螺钉9紧固。当凸模需刃磨时,_拧松紧定 螺钉9,卸下凸模10,即可实现快换。
本实例对管料的压紧通过钢质上压料块5与下压料块11共同作用完成,在生产中,对 管料的压紧也不仅仅局限于用钢板压紧,如在加工管料外径及壁厚为招2. 3mmX2mm的摩 托车车架管上的邦mm孔时,采用的模具结构如图2-91所示。模具中采用聚氨酯橡胶3配 合半圆凹槽4共同压紧管料,同样起到了较好的压紧作用,使用效果良好。


想 学 U G 产 品 设 计、U G 模 具 设 技、U G 数 控 编 程 联 系 1 8 8 1 9 1 0 6 2 7 6 ( 微 信 同 号 )
,