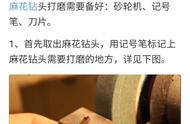
钻头磨得好,车间横着走。干机械加工要想别人叫你一声大师傅,必须磨得一手好钻头。就手把手教你如何磨好钻头。学会这一招,在车间你也可以横着走了。步骤并不复杂,磨的多了就会形成肌肉记忆。随便一个钻头拿到你手上都能磨好。
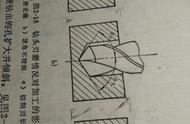
我们先转动砂轮,将砂轮修平整,然后再掏出钻头,将钻头钻尖磨损的部分给它磨掉,注意姿势一定要帅。然后以右手为支点,抵住挡板。摆好角度,撞头的角度是在118度。保持这个角度,然后将撞头摆成一条直线,去触碰砂轮往上摩擦出火花。这样子重复操作,直到钻头左边部分磨完成。注意动作一定要快,姿势一定要帅。当钻头左边部分磨完成之后,再将钻头来旋转180度,来磨右边部分。这里要注意,仅仅转动钻头就可以了,动作角度来保持不变,摩擦摩擦,钻头两边才会对称。

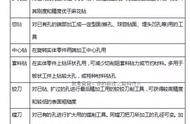
在这个操作结束之后,接下来是一个很重要的步骤,就是磨一个导向槽。有了这个导向槽之后,钻头钻出来的尺寸不会超过5个丝。因为铁削会让我们磨了这个导向槽排出去,这样子磨出的钻头钻出的尺寸既精准而且又耐用。这个导向槽怎么磨呢?

只需要钻头的边缘这个圆弧,修一刀就可以了。这样一把钻孔不会超过五个丝的8.5的钻头就磨好了。
今天的分享就到这里,感谢大家的观看。学会的朋友记得长按小爱心,你们点赞、收藏、评论和关注,是我持续创造更多优秀作品的动力。点击关注。
,