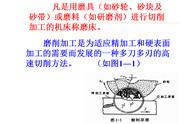
引言:无心磨床是一种用来加工工件外圆表面的磨床。在使用无心磨床的时候,我们通常都会用它来磨削光轴类的工件,例如活塞杆、圆柱导轨等的磨削,但无心磨床也是可以磨削其他类型的工件的,如台阶轴。本文将以无心磨床磨台阶轴来进行相关内容的介绍。
无心磨床是一种较为普遍的磨床,在制造行业中都起到了十分重要的作用,通常会使用通过磨、切入磨以及切入-通过磨这三个方法来进行磨削工件,通过磨比较适合磨削细长轴类或者短轴类等工件;切入磨比较适合磨削轴类或者台阶轴类等工件;而切入-通过磨是这两个方法的结合。
无心磨床是可以用来磨削台阶轴的外圆和端面的,若是想在无心磨床上同时磨削台阶轴的外圆和端面的话,就需要对无心磨床进行一个调整,对砂轮和导轮进行一个特殊的修整,以确保台阶轴外圆和端面的垂直度。下面我们将简单介绍一下无心磨床磨削台阶轴的操作方法。

无心磨床磨台阶轴
无心磨床磨削台阶轴的操作方法
在磨削台阶轴之前,我们可以先来选择砂轮和导轮。选择砂轮宽度的时候,可以选择比台阶轴外圆长度大一些的砂轮,而导轮的宽度可以根据台阶轴上较长的一段长度来进行选择。在选择砂轮和导轮材料的时候,我们可以根据台阶轴的材料和加工要求来进行选择。
1、调整导轮:导轮是没有磨削功能的,但可以给台阶轴一个定位。我们在调整导轮的时候,可以将导轮的轴线调整到一个不太大的角度,以便于台阶轴获取轴向分力。通常我们可以将角度调整成0.5度或者是1度。
2、安装刀板:刀板的功能是用来支撑台阶轴,我们在安装刀板的时候,刀板的端面需要比砂轮的端面低2毫米到3毫米左右,使得台阶轴的端面不会与刀板的端面相接触。其工件中心高的调整要比切入磨时的工件中心高低一些。
3、修整砂轮:砂轮的修整是一件十分重要的事情,这直接关系到台阶轴端面的精度。我们可以使用金刚石笔来进行修整砂轮的端面,使砂轮的端面有一个锐利的小圆角,以利于对台阶轴的端面进行磨削加工。小圆角半径的大小通常是由台阶轴的过渡圆弧来进行决定的,这两个圆弧要一致。砂轮端面的修整长度一般需要大于台阶轴端面的高度。

无心磨床磨台阶轴
4、修整导轮:若想磨削好台阶轴,是需要对导轮进行修整的,导轮也是用金刚石笔来进行修整的。在修整导轮的时候,导轮的端面需要修整到比砂轮的端面低2毫米到9毫米左右,导轮的端面要和刀板的端面在同一条直线上,这样无心磨床在进行磨削的时候,台阶轴的端面就不会与刀板和导轮的端面相接触,只会紧紧依靠在砂轮的端面上。
5、加工台阶轴:在加工台阶轴的时候,这种操作方法与切入磨是一样的。将台阶轴放入砂轮和导轮之间的时候,台阶轴的端面是需要靠近砂轮的端面的。
以上便是无心磨床磨台阶轴的相关内容。浏览以上文章可以了解到无心磨床一般是用来磨削没有台阶的轴类工件,对台阶轴而言,一般是需要采用一定的方法来进行磨削的,这种方法和切入磨一样,可以同时完成对台阶轴外圆和端面的磨削。关注捷众机器人,了解更多有关无心磨床的知识与应用。
,