内送丝会使管道下半部分打底可以形成微凸的背面成形,厚度较厚,强度足够大。

内送丝的送丝方式为左手小姆指、无名指、大拇指指夹持焊丝,用大拇指接续向下滑动,要适应和克服送丝距离长度引起的失控现象。
焊接引弧部位在焊接方向前10mm左右引弧,引弧后控制电弧长度为2~3mm,引弧后先不加焊丝,待根部钝边熔化形成熔池后,即可填丝焊接。

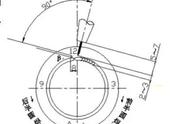
焊接钨极与管子的轴线成90°,焊丝沿管子切线方向与钨极成约100°~110°引燃电弧,使填充金属与钝边完全熔化形成明亮清晰的熔池后焊枪匀速上移,伴随连续送丝,焊枪同时做小幅度月芽形横向摆动。

仰焊部位送丝时,应有意识地将焊丝往根部“堆”,使管壁内部的熔池成型以避免根部凹坑,当焊至平焊位置时,焊枪略向后倾,焊接速度加快,以避免熔池温度过高而下坠,若熔池过大,可利用电流衰减功能,适当降低熔池温度,以避免仰焊位置出现凹坑或其他位置出现凸起。