优点:
不削弱构件截面,节约钢材;
可焊接成任何形状的构件,焊接间可直接焊接,一般不需要其他的连接件,构件简单,制造省工;
连接的密封性好,刚度大;
易于采用自动化,生产效率高。
缺点:
位于焊缝附近热影响区的材质有些变脆;
在焊件中产生焊接残余应力和残余变形,对结构 工作有不利的影响;
焊接结构对裂纹很敏感,一旦局部发生裂纹便有可能迅速扩展到整个截面,尤其在低温下易发生脆断。
常用的电弧焊的基本原理和设备
包括手工电弧焊、自动埋弧电弧焊和半自动埋弧电弧焊。
手工电弧焊
(1)原理:利用电弧产生热量熔化焊条和母材形成焊缝。

(2)优点:设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝。
(3)缺点:生产效率低,劳动强度大,焊接质量取决于焊工的精神状态与技术水平,质量波动大。
埋弧焊(自动或半自动)
(1)原理:埋弧焊是电弧在焊剂层下燃烧的一种电弧焊方法。

(2)优点:自动化程度高,焊接速度快,劳动强度低;电弧热量集中,熔深大,热影响区小;工艺条件稳定,焊缝的化学成分均匀,焊缝质量好,焊件变形小。
(3)缺点:装配精度要求高,设备投资大,施工位置受限等。
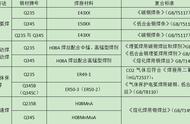
(4)焊丝的选择:埋弧焊的焊条应与焊件钢材相匹配,如:Q235-H08、H08A、H08MnA; Q345、Q390-H08A、H08E、H08Mn等。
焊条的表示方法:E后面加4个数字
E—表示焊条(Electrode)
前两位数字为熔敷金属(焊缝金属)的最小抗拉强度(N/mm2)
第三位数字表示适用于哪些焊接位置,0与1表示焊条适用于全位置焊接(平、立、仰、横),2表示焊条适用于平焊及平角焊,4表示焊条适用于向下立焊;
第三位与第四位组合时,表示焊接电流种类及药皮类型。
对于低合金钢焊条,短画线后面的符号表示熔敷金属化学成分分类代号(GB/T5117-1995及GB/T 5118-1995)。
焊条的选择
焊条应与焊件钢材相适应;不同钢种的钢材焊接,宜采用与低强度钢材相适应的焊条。如:
Q235钢——E43型焊条(E4300--E4328)
Q345钢——E50型焊条(E5000--5048)
Q390、Q420钢——E55型焊条(E5500--5518)
焊缝的方位和要求

焊缝符号与标注方法
在钢结构施工图上要用焊缝代号标明焊缝形式、尺寸和辅助要求。
焊缝代号主要由图形符号、辅助符号和引出线等部分组成。
具体有关代号规定和详细说明,可参照《建筑结构制图标准》(GB/T 50105—2001)和《焊接符号表示法》(GB 324—88)。
焊缝缺陷