开车前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象(角度编码器处于不允许加油)。
压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于12.5Mpa。
模具调整:模具安装,要求模具与夹紧块对中心,夹紧块可用螺栓调节;助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调整好中心后紧固螺栓。

操作中认真做到
机床开动时注意人体不得进入转臂旋转扫过的范围。
机床工作时,所有人员禁止进入转臂及管件扫过的空间范围!
机床液压系统采用普通液压油,正常情况下每年更换一次,滤油器必须同时清洗。
调整机床或模具时,应由调整者自已按动按钮进行调整。绝不可一人在机床上调整,另一人在控制柜上操作。

调整机床或开空车时应卸下芯杆。
液压系统压力不可大于14Mpa。
手动调整侧推油缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。
一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致。
自动操作时在有芯弯曲模式中,弯臂返回前,操作人员必须保证芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断。
工作结束后,切断电源,做好清洁润滑工作。

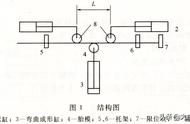
先将工作油缸旋入方档块的内螺纹,使油缸后端装在支架上的车轮向下。根据所弯管子的外径选择模头,套在柱塞上,将两只辊轴所对应槽向着模头,然后放入相应尺寸的花板孔中,再将上花板盖上,将所弯管子插入槽中,再将高压油管端部的快速接头活动部份向后拉并套在工作油缸的接头上,将电动油泵上的放油螺钉旋紧,即可弯管。弯管完毕,放松放油螺钉,柱塞即自动复位。