表2 试切法对刀记载表(单位:mm)
1. 基准刀修正程序起点方位后,再单独修调各非基准刀刀偏置法
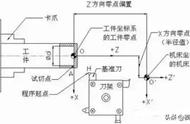
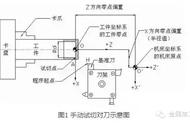
如图3所示,对刀进程如下:
1)基准刀处于大概对刀后的程序起点方位,将各非基准刀刀偏置输入到刀偏表的相应方位。 2)调用加工ΦD2×L2的O1000程序试切。
3)测量切削轴段的直径与长度,与程序指令值比较,求出过失。
4)步进移动或MDI工作过失值,修调程序起点方位。
5)根据测量尺度,动态修正O1000程序下划线的指令数值并保存程序,重复进程(2)、(3),直至基准刀程序起点被修正在精度容许范围内为止,记载修正后程序起点的机床坐标并将坐标置零。
6)分别调用O1001(1、4号刀)、O1002(3号刀)程序试切,测量各段直径ΦDi和长度Li(i=1,4,3)。
7)按表3所示方法进行过失补偿。
8)重复进程(6)至进程(7),直至加工过失在精度范围内,基准刀停在程序起点方位不再移动。

表3 自动试切圆柱轴段的实践测量尺度与程序指令值的过失补偿举例(单位:mm)
2. 各刀分别修调程序起点方位法
此法的对刀原理为:各刀均修正其程序起点方位,然后直接确保对准同一程序原点方位。 如图3所示,对刀进程如下:
1) 2号基准刀处于大概对刀后的程序起点方位,且将各非基准刀刀偏置记载后均修正为零。
2)至(5)步与第一种精确对刀方法的同序号的对刀进程相同。
(6)分别换非基准刀,把大概对刀记载的刀偏置当作非基准刀程序起点的相对坐标,调用O1000程序试切,分别测量各段直径ΦDi和长度Li(i=1,4,3),与程序指令值比较,求出差值。
(7)步进移动或MDI工作刀架进行过失补偿,分别修调各非基准刀的程序起点方位。
(8)重复进程(6)和(7),直至各非基准刀程序起点的方位在精度容许范围内为止。
(9)将CRT闪现的相对坐标当作新刀偏置,输入到刀偏表的对应刀偏号的X、Z偏置栏内。此法简略便利,修正的刀偏置直接由CRT闪现的机床相对坐标得到,避免了人工核算的失误,对刀精度较高。
3. 修调基准刀程序起点方位后,再一同修调全部非基准刀刀偏置法 此方法与第一种精确对刀方法底子相同,仅有不同之处在于进程(7)中调用的程序是一同调用了三把刀加工的O1003程序(O1004去掉2号刀加工段为O1003程序),其他进程相同。
6四把刀一同修调法
假设选用相对刀偏法大概对刀,先将得到的各非基准刀的刀偏置输入到刀偏表的相应方位,工作四把刀加工的O1004程序,分别测量各段直径ΦDi和长度Li(i=2,1,4,3),求出加工过失。对基准刀,以MDI工作或步进移动刀架补偿过失值,修调程序起点方位;对非基准刀,一方面在原刀偏置的基础上修正刀偏置,将新的刀偏置从头输入到刀偏表的X、Z偏置栏内;另一方面还应将基准刀的加工过失填入到该行的磨损栏内。假设选用必定刀偏法大概对刀,调用O1005程序试切,将各刀的加工过失补偿在其对应刀偏号的磨损栏内。
,