深圳的天空
在模具行业转眼十年了,十年来对技术不断的摸索,让我对技术有了很深的认知,对工匠精神有很深的体会。
我们总是在说工匠精神,但没有长时间在技术上磨砺的人是体会不到的,工匠精神是需要悟性的,是一种说了你不懂,看了你也不懂,用了你也不懂的东西,有的人十年了还不如一个两三年的,工匠精神很神奇,可以把一个人人都会的东西变成一个别人都不会的。我们就以钻头来讲吧!

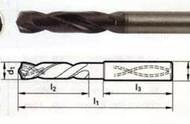
一个普通钻头
一个钻头有很多磨法,也有很多机器可以磨得很标准,看似很简单,但用的时候区别就来了。磨得不好就会大大降低工作效率,甚至影响到品质,材质不同,磨法不同。
加工30度—40度的的料怎么磨
这些料都是很难加工的,一般人都用特殊钻头来加工,但我不用,因为那样会曾加成本,下面告诉你技巧。
新钻头的角度为112度,刃口锋利,用来钻这样的料是不行的很快就坏掉了,所以我们要把角度磨小一点,磨到90度—100度区间,磨锋利一点,这样就可以用普通钻头来加工,一个特殊钻头要几十上百,普通的只要十几,这样一算下来,你还认为技术没用吗?
加工不锈钢的钻头怎么磨?
不锈钢材料本身很软,但发热很快,发热后就会变硬,这时就悲剧了,根据这些特点,我们把钻头磨锋利一点,把转速调慢一些,冷却液加多一些还是很好做的。
加工 钻吕材的钻头怎么磨?
吕材在所有材料中是加工慢度最低的,所以没有特殊的技术要求,但有一点要注意,就是在钻穿时它会往上吸起来。所以磨的时候要磨钝一些来避免。
加工铜料的钻头怎么磨?
铜料比较软,但密度高,但加工中不会变硬,所以我们钻头要磨钝一些,角度磨小一些,转速加快一些,这样做起来是很轻松的。
加工那些非铜,铁,吕的料的钻头怎么磨
这些料都是很软的,但它们中的有一些会融化,所以钻头要磨锋利一些,转速调慢一些,不用加冷却液,轻轻松松就把事做好了。
有些时候我们要把孔钻大一些怎么办呢?有办法,只要把钻头磨钝就可以了越钝,出来的孔就越大,反之孔不能太大时你就磨锋利一些。
倒角的钻头怎么磨?
用钻头倒角有两个好处,一是倒角不会产生毛刺,就不会影响到品质,避免再次加工,二是可以重复利用,节约成本。提高效率。磨倒角钻头就把角度磨小一些,磨钝一些,倒出来如果有毛刺,那就在磨锋利一点,刃口磨一样长,这样就是一个很好的倒角钻头了。
会做事的人没什么,能把事做好才是牛人,要做好一件事是很难的,即使是很平常的事,在平时做事时一定要多思考,从不同的角度去尝试,多注意基础,越到上面,基础的价值越能体现出来,当你把一件简单的事做好,那你就不简单,我想这就是工匠精神的一种体现吧!