本焊件是个比较精细的黄铜焊接活,黄铜是铜锌合金,锌的熔点只有419℃,沸点906℃;因此,焊接黄铜时,在焊接高温下,锌很容易熔化后立刻蒸发,不但造成焊接因难,还会使焊缝产生气孔,锌的蒸发会影响焊工身体健康,还会使黄铜的力学性能下降。解决方案通常是这样的:①熔焊一般采用含适量Si的焊材进行施焊,能有效防止锌的蒸发及氢的侵入。②钎焊一般根据用途及受力情况等确定选用哪种钎料,受力件大多使用银基钎料。
一,焊前准备
1,焊接材料:银基钎料ø1.60,银钎剂。
2,焊接设备:氧-乙快焊枪、氧气和乙炔气瓶、减压阀及气管,钢丝刷等。
3,将焊件、断件进行清理至露出金属光泽。
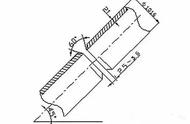
4,准备好简易夹持工具,保证细内管对接补焊时的同心度,即保证内外管同心度符合要求。
5,将焊件上的橡胶件、塑料件等易烫坏的另件拆下,以防焊接时烫坏、烧伤。
6,准备石棉布纱及水,用以覆盖未焊部位。
二,施焊操作
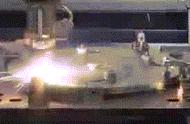
1,施焊时采用中性焰(或微氧化焰),火焰焰芯要尖,焊枪一般作上下跳动来控制熔池大小。
2,难点-内管:本件焊接最大困难点是①细内管ø5×1,管壁薄,内孔小,稍不留神就易焊穿及内孔堵塞。施焊时添加焊料逐步增加,不能一次添加太多,否则旁边6个小孔极男被堵住。②由于先焊内管,内管的同轴度尽量精确,为焊外管创造条件,即内外管同心。采用固定支架安装定位后施焊。③内管断裂处有6个均布的6-ø1深孔,焊接时不能堵住,添加焊料要少、准、快,加热温度要一致,使焊缝两侧的焊料延展速度一致,适当调整火焰与焊件距离,控制热输入,即焊速。
2,外管及座,它们比内管好焊,完全按正常方法施焊,但值得注意在套上外管进行焊接前,已将内管上的橡胶密封圈装上,所以在靠近内管密封圈部位的外管上覆盖石棉纱并不时浇水,以防烧伤内管上的密封圈。
三,注意事项
1,严禁施焊时翻动焊件。
2,由于有少量锌的蒸发,焊工应戴口罩,并注意风向。
本文为“威尔鼎王”原创,特此声明。