钉扣机是服装企业常用的专用设备,在实际应用中经常会发生跳针现象。钉扣机的跳针原因很复杂,下面笔者以兄弟LK3-438钉扣机为例就钉扣机跳针产生原因及排除方法作一介绍,仅供读者参考。
(1)检查机针是否毛钝、弯曲,如果是要及时更换。机针一般为TQ1、TQ7、DP17等,可根据面料和钮扣选择不同规格和型号的机针。
(2)夹线板和挑线簧的张力是否过大,此张力要与摆梭的张力相吻合。LK3-438钉扣机有上下两个夹线器,一般上夹线器不宜调得过紧,如果过紧,停车后机针孔上留线会很短,容易引起脱线;如果过松,留线又会很长。下夹线器主要控制面线的张力大小,一般以50g力为宜。
(3)检查摆梭的梭尖是否毛钝,如果是应修磨或更换。
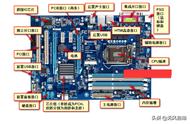
(4)检查摆梭的勾线是否过早。调整方法:针杆在下死点时,摆梭尖与机针中心线的左侧以3mm为宜,机针提升2.5 mm时,梭尖正好在机针的中心线,此时,梭尖在机针孔上缘2 mm处。梭尖与机针的前后间隙为0.1 mm,此间隙过大会跳针,过小会断针(图1)。

(5)检查钮夹是否磨损,如钮夹左右晃动,应及时更换。
(6)检查钮夹的摆动时间是否过快或过慢。调整方法:翻开机头,旋松送布轮上的3个定位螺钉,左右轻微移动送布轮,使机针在提升时针尖离开钮扣10 mm处,钮夹才开始摆动。下降时针尖接近钮扣10mm时,钮夹应该停止摆动。
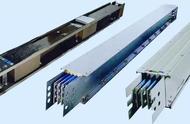
(7)检查钮夹的摆动是否和钮扣孔相符,机针是否在钮扣孔的中心。如不符应重新调整摆动宽度(图2)。

(8)绕扣时是否在压脚底下垫纸,如果是将压脚底下的垫纸改用松线钩,因为压脚下垫纸会影响机针线环的稳定而易导致跳针(图3)。