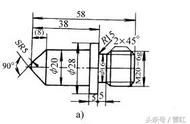
当零件上某一部分与标准件配合时,应根据标准件查表获得尺寸。如图1-38所示中的420k6是与滚动轴承配合的部分,该部分的轴径尺寸应查表获得,与轴承内径基本尺寸一致。
【注意】
两配合零件所选基准应尽量一致,如图1-35(b)所示,只有当阀盖与阀体的径向尺寸基准为通过球阀中心A点的水平线时,才能满足使用要求,所以该线是阀盖与阀体共有的基准。对于阀盖而言,长度方向的基准是与阀体接触的B面,而对于阀体而言,则是通过阀杆轴线和球阀中心A点的中心线。
(2)尺寸标注应兼顾工艺要求
①尺寸标注要便于测量。在满足设计要求的前提下,标注的尺寸尽量使用普通量具进行检测,避免或减少使用专用量具。如图1-36(a)所示,螺孔M8×0.75的深度尺寸,若按图1-36(b)所示进行标注时,不易测量。应以凸台端面为基准,标注出尺寸6,这样易于测量,凸台端面是工艺基准,也是高度方向的辅助基准。
同理,如图1-37(a)所示,尺寸A、D、F不便于测量,而图137(b)所示中的尺寸B、C、E、G则根据零件尺寸精度的要求,可以用钢直尺、游标卡尺等量具进行测量。


②按加工顺序标注尺寸。零件图上除重要尺寸应直接标注外,其他尺寸一般按加工顺序进行标注。这样每一加工步骤的尺寸,均可从图中直接读出,便于测量。图1-38所示为轴的尺寸标注,图1-39所示为该轴的加工过程。
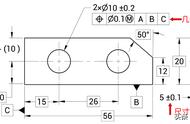
③注意毛坯面与加工面之间的尺寸联系。在铸造或锻造零件上标注尺寸时,应注意同一方向的加工表面不能作为两个或两个以上的非加工面的基准。如图1-40(a)中A、B、C为非加工面,尺寸24、5由铸造工艺完成。加工底面时,先保证尺寸10,然后按尺寸40加工顶面,就能保证使用要求。若按图140(b)加工,从B、C两个非加工面标注尺寸28、34,在加工底面时,要同时保证A、B、C三个方向的尺寸精度是不可能的,也没有必要,所以图140(b)的注法是不合理的。