步骤及作业事项:
一般加工(一般镜片用)
1、装样板:
打开电源装上样板、按下型押杆。
2、装上镜片
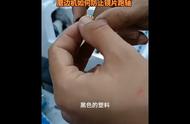
用吸盘夹吸住镜片红点向上,放进夹托部的凸面哈吸盘的凹面并对好,拧紧手柄。
3、盖上防水、防音盖
4、一般程序加工(一般使用的转换)
5、板材、金属镜框的选择
根据镜架的材质(板材、金属架)的不同,按转换键的同时设定储存尺寸。
6、确认设定的尺寸
确认纱定的尺寸是否和自己的要求相符,变更时按[ ]或[-]键,可连续按下来改变设定,
最小设定单位±0.05mm,最大设定单位±6.00mm。
7、玻璃、树脂镜片转换键,玻璃(G)或树脂(P)
8、开始工作
按下R或L键开始磨边。
9、确认镜片的大小
9-1、松动加压手柄,取下镜片。
9-2、将磨好的镜片放入镜架内,确认镜片大小是否合适,注:将镜片装进金属框时,注意先修理一下,再放入镜架内,不要取下吸盘。
10、二次加工
按原样装好镜片,再次设定尺寸,设定尺寸,设定数据最好大出要求的三分之一,二次加工可重复使用,但易损伤砂轮。
11、当右镜片磨好后,若需磨左片、需将样板前后位置掉转,放下样板押杆。

步骤及注意事项:
1、打开启动开关,选择砂轮的旋转方向。
2、打开水槽开关,使水滴流到砂轮上。
3、右手拿住镜片,左手托住右手,以防镜片打滑,将镜片边稍稍倾斜对准砂轮,轻轻修去边角。
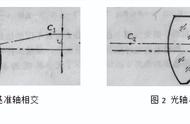
4、如需修正镜片山峰,则将镜片对准砂轮的山峰凹槽,轻轻打磨。
5、使用完毕立即关闭水槽开关以及电源,保持设备清洁。
6、注意事项
确保两块海面各位于砂轮两头位置。
焦度计检测镜片