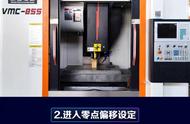
ZD100主轴驱动定向角度调整
概述:当主轴因闷车或同步带过松而导致主轴定向角度发生变化,进而导致主轴无法正常换刀,此时需重新调整主轴驱动器定向角度。
解决方法如下(斗笠刀库):

1、首先将主轴抬高,高于刀盘伸出位置,此时通过按刀库伸出电磁阀让刀盘伸出,慢慢移动 Z 轴使主轴靠近刀盘,对准主轴键槽位置与刀盘位置。
2、打开电器柜,调整主轴驱动器(有红色 KND 标志及型号为400V7.5KW或11KW等)。
点击最左侧 M / E 菜单键,找到U1.01,其中1下方小点闪烁,此时点击入,此时显示U2.01,点击>>向右移位,点击入箭头找到U2.06并点击 DTTA 确定。记录当前显示值。
3、连续点击 MENU 菜单键,找到P1.01,点击入找到P7.01,点击 DATA 确定;再次点击 DATA 当前显示值会闪烁,将所显示值改为第2步中记录的数值,可利用 A (向上)、 V (向下)和>>;进行移位修改数值。当修改完毕后,点击 DATA ,数值停止闪烁,已保存。
4、将主轴升高,刀库拉回。关毕机床总闸,三分钟后重新开启进行换刀验证。
注意:若为圆盘刀库,第一步中需将主轴升高,将机械臂刹车拉下,转动机械臂到扣刀位置,其他按以上顺序执行,第三步执行完毕后将机械臂摇回原位,刹车拉回。
,