1.对高度的定义
2.应根据不同的材质、雕刻内容、选择不同的刀具、主轴转速、进刀量等加工用量。
3.对雕刻编辑生成文件的要求:
[1]雕刻文件为G代码,是本石材雕刻机的指令代码。
[2]为使雕刻自动识别文件,要求在文件的第一行有起始符“%”、在文件的最后有结束符“!”,作为工作开始和结束的命令。
[3]工作数据(加工精度)保留小数点后两位,即0.01mm。
[4]G代码含义:本石材雕刻机执行G代码中的G00、G01两种指令,即快速移动和移动指令。
[5]通讯、采用标准RS232串行通讯方式,波特率为19.2K。8位数据位,1位停止位,与主计算机的握手方式为DSR/DTR。
[6]石材雕刻机坐标原点与编辑软件原点的对照关系。
编辑软件中的0点,是雕刻机加工的原点。制作加工文件时,0点的位置直接影响工件的加工起始位置,应根据工件的形状确定便于定刀的位置作为加工文件的“0”点来完成编辑工作。
◆石材雕刻刀
1.本设备可使用刀柄为直径为3.175mm到6mm的各种切割、雕刻、钻孔刀具。随机提供3.175mm、6mm的两种弹簧夹头。
2.随机提供的刀具有:刀柄直径为3.175mm、和6mm的刀具共10把,主要适合于硬木和塑料的雕刻、切割。雕刻切割金属、大理石、铜板材料的刀具需另外订货。
3.装刀:雕刻刀通过弹簧夹头安装在主轴下端。装刀时先在主轴锥孔中放入大小合适的弹簧夹头,再把刀具放入夹头的中孔,用随机的小扳手卡住主轴颈部的扁槽,使之不能转动,再用大扳手反时针方向旋转紧主轴螺丝母,把刀具上牢。
◆材料和工件装夹
本设备加工的材料有:有机玻璃、双色板、大理石、硬橡胶、黄铜、紫 铜、硬铝、不锈钢等。加工双色板、有机玻璃等软质薄弱板材可用双面胶
带粘在随机所附的有机玻璃台面上。有机玻璃台面用螺丝固定在铝合金工作台面上。有机玻璃台面的表面可用大直径铣刀自行铣平。加工金属、大理石等硬质材料时,因切割力较大,为防止工件移动,工件应用T形螺丝和压板直接固定在铝合金工作台面上,加工图章之类高而窄的工件时,应在工作台上安装一个夹具,将工件夹紧在夹具中进行加工。
◆设置
1.串口传输设置
波特率:19200(19.2K) 奇偶校验:无 数据位:8位 停止位数:一位
端口:根据连接端口设置(1-4端口) 反馈字符:无 握手方式:DSR/DTR 结束代码:有 换行符的确定:无 延时:无 超时:无
2.CAXA软件后置设置
1)增加机床
当前机床:Normal或北航海尔 行号地址:N 快速移动:G00 直线插补:G01 程序起始符:% 程序结束符:!
2)后置处理设置:
输出文件最大长度:50000KB以上,最大长度为99999KB。 是否输出行号:不输出 行号是否填满:不填满
行号位数:4位 起始行号:10 行号增量:2 增量/绝对编程:绝对 坐标输出格式:小数 直角坐标/极坐标:直角坐标 机床分辨率:100 输出到小数点:2位 优化坐标值:有或无 圆弧控制:圆心坐标 I,J,K含义:圆心对起点 整圆输出角度限制:360度
圆弧输出为直线:精度0.01mm 小圆弧切削速度:100 圆弧半径:0.01 后置文件扩展名:.cut 后置程序号:1234
3)切削用量:
起至高度:5 安全高度:4 慢速下刀相对高度:2
3.文泰软件的设置
文件格式为“G代码格式”、变为折线的精度为“0.0254毫米或0毫米”、小数点后保留“2位”、单位为毫米、限制每段直线的长度为“0毫米”、原点位置“3处”、抬刀距离“5毫米”、水平方向为“X轴”、Z轴向下为“负”、雕刻时刀的自转方向为“顺时针”。保存代码路径时点击文件名后的“查找”,可以使您轻松选择保存文件的位置及文件名。
4. Type3的设置
1)软件安装完成后首先加入“HPGL3D—001”机床并设置为“默认机器”。在 “设置机器”(也称为属性)栏中;总尺寸:Y最小为“负300—负500毫米、最大为300—500毫米”、X、Y最大设为机床台面的刻雕刻尺寸、最小设为负500左右即可。基准点:X、Y、Z三轴全设为“0”并选择“左下”方向。轴面:为X、Y。精度:为0.01毫米。轴数:选3轴X、Y、Z,其它不设,点确认完成。
2)进入Type3软件在“更改”菜单栏中选择“可雕刻页”项,宽度、高度的设置为机床的最大雕刻尺寸(单位为毫米),深度一般为50--80毫米,其它全部设为“0”。
◆加工参数 材 料 加工方式 切削深度 刀 具 主轴转速 冷 却
有机玻璃 切割/切透 5mm 锥形刀 <24000RPM 无
PVC发泡板 切割/切透 2-3mm 锥形刀 <20000RPM 无
双色板 切割/切透 1-2mm 锥形刀 <20000RPM 无
1mmABS板 切透 锥形刀 <20000RPM 无
硬铝 雕刻 0.5mm/次 锥形刀 <10000RPM 有
紫铜 雕刻 0.5mm/次 锥形刀 <10000RPM 有
冷轧钢板 雕刻 0.4mm/次 锥形刀 <10000RPM 有
A3钢 雕刻 0.4mm/次 锥形刀 <10000RPM 有
45#钢 雕刻 0.4mm/次 锥形刀 <10000RPM 有
铸铁 雕刻 0.5mm/次 锥形刀 <10000RPM 有
玻璃 雕刻 0.4mm/次 锥形刀 <10000RPM 有
大理石 雕刻 0.4mm/次 锥形刀 <10000RPM 无
◆开机
1.打开电源开关,电源指示灯亮,机器首先进行复位自检运行,X、Y、Z、轴回到零点,然后各自运行到初始待命位置(机器初始原点)。
2.使用手持控制器,分别对X、Y、Z轴进行调整,对准雕刻工作的开始点(加工原点)。对主轴的转速,进刀速度分别进行适当的选择,使雕刻机处于工作等待状态。
◆雕刻
1.编辑好所要雕刻的文件。
2.打开传输文件,传输文件到雕刻机,即可自动完成文件的雕刻工作。
◆结束
当雕刻文件结束后,雕刻机会自动抬刀,并运行到工作开始点的上方,此时按“暂停/运行”键2次,雕刻机会自动对刀至上次对刀点的位置,处在工作等待状态。使用本方法可在同一位置连续雕刻复制产品。
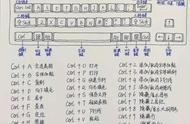
◆手持控制器的使用与功能
为方便用户灵活的操作控制器的运行,本雕刻机根据机床设计惯例设计了手持控制器,
其功能为:
1.液晶背光选择:按背光选择键分别点亮/关闭液晶屏的背光电源,以便用户在各种照明光源条件下察看显示内容。
2.设置键:配以“ ”“-”键,可实现对主轴转速和进刀速度的设置。按设置键,三角形光标分别在主轴转速和进刀速度出现闪烁,表明要对这一加工用量进行设置。用“ ”“-”键对用量进行修改。外接变频器不具备手持控制器调整主轴电机转速的功能。 主轴转速范围:10000—24000转/分(参考值) 进刀速度范围:50----3200mm/分(参考值)
用户根据不同的雕刻材料,选择适当的工作用量,设置完成,自动退出该状态。
3.暂停键/运行键。
按此键机器的工作状态可在运行和暂停之间进行转换。只有在暂停状态下,对X、Y、Z轴的调整才会有效,在运行状态下,按X、Y、Z调整键无效。
显示屏上显示为暂停时,分别按下点动键,(每按X 、Y 、Z 、X-、Y-、Z-键一次,坐标移动0.1mm)移动键(每按X 、Y 、Z 、X-、Y-、Z-键时,坐标会连续的移动)显示屏上有点动和移动的状态显示。
在较大范围的移动时,按下移动键,在按X 、Y 、Z 、X-、Y-、Z-键时,对应的X、Y、Z坐标会连续的移动坐标位置。在较小范围移动时,按下点动键,在按下X 、Y 、Z 、X-、Y-、Z-键。当调整完毕后,应按下“暂停/运行”键,清除显示屏上的暂停显示,使雕刻机处于工作等待状态,以后,便可以传输文件开始雕刻工作。
4.工作原点的定义和调整。
由于石材雕刻机是真正的三轴联动数控设备,所以原点实际上就是主轴刀具刀尖所在的位置,也就是CAD软件X=0、Y=0、Z=0的位置。
机器原点:
石材雕刻机在出厂时设定的原点(即开机时的原点),是固定的原点位置,不能改变。 用户加工原点:
用户在加工中自定义的工作原点,可以是加工幅面内的任何一点。该原点设定后,加工将从该原点开始。 待加工状态:
石材雕刻机的一些相关说明,雕刻机的手持机液晶显示屏的下方不显示“暂停”字样,即表示控制系统已经准备好,此时计算机输出雕刻软件生成的代码便可以进行加工了。
◆雕刻机执行指令为G/Hpgl代码。