造型工艺操作规程及安全注意事项
1、 目的;
为规范操作行为,提高操作水平,保障安全生产,确保产品质量,提高顾客满意度特制定本规程:
2、 适用范围:
造型、制芯等全过程安全生产工作;
三、班前安全检查及注意事项:
· 进入车间首先佩戴好安全帽,安全防护用品佩戴整齐;
· 在上班前首先召开班组安全会议,对安全注意事项进行强调,并坐当班生产任务进行安排分工;
· 进入场地首先检查确认工作区域电路、电器等均无安全隐患,发现问题立即处理或上报生产部排除解决;
· 在正常上班前对所有的设备首先做一次试运行,确认设备均正常后方能正式生产;
· 特别需要检查混砂机的拌料盘的防护是否完好,切忌注意混砂机伤人;
· 仔细检查行车的起吊装置(如:吊钩、链条、钢丝绳等)确认安全后才能实施起吊;
· 二氧化碳气瓶竖立摆放,气带规范缠绕,防止气瓶伤人事件;
· 砂箱规范摆放避免对人体产生擦挂形成伤害;
· 保证安全通道的畅通,确保出现紧急状况是能迅速撤离现场;
四、造型前的准备工作:
· 根据当天的生产作业令检查所有的模具是否完好、齐备,是否与工艺要求相同;
· 检查当天的原辅材料(二氧化碳气体、石英砂、其余所需的辅助材料等)是否齐备,储备情况应及时报,以免造成停工待料;
· 检查所需的工装、夹具是否齐备,是否能满足当日生产的需要;
· 检查工作现场是否整洁,使用的设备是否运转正常,有无安全隐患;
· 熟悉铸造工艺图、卡,明确工艺要求、检查商标、铸字等是否合符要求,与工装是否配套;
四、造型过程:
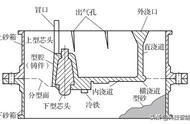
· 将模具摆放好,严格按产品工艺操作规程的要求安放好工装,浇冒口,冷铁和砂箱内的固定架、吊砂架,明冷铁作防锈处理;
· 选用合格的新型砂覆盖模型表面及浇冒口、平板面,其覆砂厚度不得低于25毫米以上(紧实后),有泥芯组合的铁砂箱分型面应垫10-50毫米的角铁以便安放排气通道。箱边吃砂位不得低于30-100毫米;
· 覆盖回用砂进行舂实至箱满、整个面砂层必须舂实均匀,保证紧实度一致,混制面背砂成团状严禁使用,背砂面的紧实度也必须均匀,清除多余砂;
· 扎排气孔(直径ø8-12)距模10-20毫米和吹气孔(间隔150毫米)通入二氧化碳至砂型硬化为止,使用气压一般为0.1-0.2 Kg之间,特别注意严禁型、芯过度吹气发酥粉化影响砂型表面质量,同时也造成浪费;
· 翻箱制做上箱,翻箱后应将分型面处理干净、平整,挖合箱定位销、撒分型后方可合上半模型进行操作;
· 上、下箱的操作程序相同.整个制作过程中、必须保护好模具、有损坏的模具应立即报告生产部,并在记录上注明;
· 对于车刀造型,必须准确做出合箱线,车制出的砂型、砂芯必须对照图纸做几何形状和尺寸的检查(必要时可通知生产、品质、技术部门会检);
· 翻箱起模,修补砂型残缺部位合乎尺寸要求,局部轮边到角等扫尾工作完成后才能送入浇注工序或存放处;
· 新模具应注意观察其结构后再造型,并协助执行首检后方可继续生产;
五、制做坭芯:
· 应检查配套芯盒是否与外模相符,熟悉相关工艺技术要求和特殊要制芯时,应先加入少量砂进行压紧,、舂实,然后安放芯骨,冷铁,芯骨的截面尺寸和结构应能保证坭芯的强度和排气槽的开设;
· 安放的冷铁应严格清除表面的锈迹,表面无凹凸、裂纹,形状、位置应能紧贴工艺规定的芯盒表面;
· 舂实时,注意冷铁、模具活块等活动件不要移位,且各位置舂实均匀,严防芯盒内的阴角处未舂实,舂实后刮除分型面的多余砂.挖排气槽,扎通气孔和吹气孔,挖排气槽应能保证坭芯内各处的排气畅通无阻,必要时可在坭芯内放置松散物(谷草灰、锯末、谷草等);
· 吹入二氧化碳时应手感吹气压力0.1-0.2Kg至砂芯硬化为止,防止过吹发酥造成报废;
· 两半坭芯相合时,先清扫合面的浮砂,涂上专用的型芯粘合剂进行粘合,粘合剂应离合边缘一定的距离以免粘合剂被压出边缘或进入排气槽中,大型坭芯合好后应将上下芯骨焊牢或扎紧,以免脱离错位,且相合面形成的缝口应刮去边缘松散的边角砂挖出"V"形坡口,然后用新砂填实修平并上快干涂料表干.必须检查对半坭芯的十方向以防椭圆形膨胀;
· 检查坭芯的几何形状和尺寸是否正确,整体表面的紧实度是否紧实、均匀,否则应进行修补,检查R角或工艺圆角是否符合要求,否则必须进行修正,以免出现热节处缺陷;
· 坭芯除工艺规定的合箱工序组装的坭芯外,均在制作坭芯时组装好,保证配箱时能直接使用,对工艺规定需刷快干涂料的坭芯刷涂料前必须清除表面的浮砂,修平披缝,刷涂料时应避免涂料流淌、堆积,凡堆积、流淌的涂料必须清除,点火表干;
· 检查坭芯件数是否与外型配套,对形状相同、尺寸偏差不明显或有特殊要求的坭芯应做好标记给予注明,以免配箱时出错;
· 造型、制芯操作完成后,操作者应进行自检、互检,根据坭芯形状要求存放好,用粉笔清晰的做出标记,由当班班长进行专检并填写好砂型检验记录交型芯检验员;
六、安全注意事项:
· 班前、班后应全面检查所用的设备、设施是否完好、运行是否正常,操作时应随时检查有无异常,随时查找不安全隐患及时排除或上报;
· 造型、制芯翻箱时应注意翻放的位置是否宽敞,注意小心轻放,避免压伤手脚或损坏砂型,必须做到不伤害自己、也不伤害他人;
· 使用行车翻箱时,必须有专人开行车,二人以上的人员协助翻箱,行车必须保证垂直起吊、平稳翻转,挂链要牢固,防止打滑伤人。翻箱时严禁操作人员站在砂箱翻转的正面,7需用手稳定砂箱时,严禁用手握吊链或挂链处以免打滑伤人;
· 操作场地的二氧化碳气瓶必须稳固斜放于操作处使用,严禁立放,避免碰倒伤人或引起爆炸,燃气瓶在使用时应远离火种、易然物(特指酒精或涂料盛具)或高温区,工作结束时应取下导气管、放置在规定的位置,以免引起泄漏或爆炸;
· 工作场地必须保持整洁、通道畅通、砂箱堆放必须平稳,严禁超高(1.8M以上)堆放或斜乱堆放;
· 当日工作完成后由班长负责组织对场地卫生进行清理,所用的工装、模具、工具、各种气瓶、辅助设施等应全部归位、堆放整齐;
· 当日由班长负责进行安全自查,发现或排除一切安全隐患。每日下班须确认二氧化碳瓶和燃气瓶已关严,电源已关闭,水玻璃阀门已关好;
,