图1—29 焊接电流对焊缝形状的影响
H—焊缝厚度 B—焊缝宽度 d—余高 I—焊接电流
(二)电弧电压
当其它条件不变时,电弧电压增长,焊缝宽度显著增加而焊缝厚度和余高将略有减少,见图1—30。这是因为电弧电压增加意味着电弧K度的增加,因此电弧摆动范围扩大而导致焊缝宽度增加。其次,弧长增加后,电弧的热量损失加大,所以用来熔化母材和焊丝的热量减少,相应焊缝厚度和余高就略有减小。

图1—30 电弧电压对焊缝形状的影响
由此可见,电流是决定焊缝厚度的主要因素,而电压则是影响焊缝宽度的主要因素。因此,为得到良好的焊缝形状,即得到符合要求的焊缝成形系数,这两个因素是互相制约的,即一定的电流要配合一定的电压,不应该将一个参数在大范围内任意变动。
(三)焊接速度
焊接速度对焊缝厚度和焊缝宽度有明显的影响。当焊接速度增加时,焊缝厚度和焊缝宽度都大为下降,见图1—31。这是因为焊接速度增加时,焊缝中单位时间内输入的热量减少了。

图1—31 焊接速度对焊缝形状的影响
从焊接生产率考虑,焊接速度愈快愈好。但当焊缝厚度要求一定时,为提高焊接速度,就得进一步提高焊接电流和电弧电压,所以,这三个工艺参数应该综合在一起进行选用。
(四)其它工艺参数及因素对焊缝形状的影响
电弧焊除了上述三个主要的工艺参数外,其它一些工艺参数及因素对焊缝形状也具有一定的影响。
(1)电极直径和焊丝外伸长 当其它条件不变时,减小电极(焊丝)直径不仅使电弧截面减小,而且还减小了电弧的摆动范围,所以焊缝厚度和焊缝宽度都将减小。
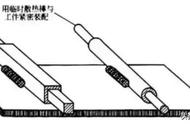
焊丝外伸长是指从焊丝与导电嘴的接触点到焊丝末端的长度,即焊丝上通电部分的长度。当电流在焊丝的外伸长上通过时,将产生电阻热。因此,当焊丝外伸长增加时,电阻热也将增加,焊丝熔化加快,因此余高增加。焊丝直径愈小或材料电阻率愈大时,这种影响愈明显。实践证明,对于结构钢焊丝来说,直径为5mm以上的粗焊丝,焊丝的外伸长在60~150mm范围内变动时,实际上可忽略其影响。但焊丝直径小于3mm时,焊丝外伸长波动范围超过5~10mm时,就可能对焊缝成形产生明显的影响。不锈钢焊丝的电阻率很大,这种影响就更大。因此,对细焊丝,特别是不锈钢熔化电极弧焊时,必须注意控制外伸长的稳定。
(2)电极(焊丝)倾角焊接时,电极(焊丝)相对于焊接方向可以倾斜一个角度。当电极(焊丝)的倾角顺着焊接方向时叫后倾;逆着焊接方向时叫前倾,见图1—32(a)、(b)。电极(焊丝)前倾时,电弧力对熔池液体金属后排作用减弱,熔池底部液体金属增厚了,阻碍了电弧对熔池底部母材的加热,故焊缝厚度减小。同时,电弧对熔池前部未熔化母材预热作用加强,因此焊缝宽度增加,余高减小,前倾角度。愈小,这一影响愈明显,见图1—32(c)。

图1—32 电极(焊丝)倾角对焊缝形状的影响
(a)后倾 (b)前倾 (c)前倾倾角的影响
电极(焊丝)后倾时,情况与上述相反。
(3)焊件倾角 焊件相对水平面倾斜时,焊缝的形状可因焊接方向不同而有明显差别。焊件倾斜后,焊接方法可分为两种:从高处往低处焊叫下坡焊;从低处往高处焊叫上坡焊,见图1—33(a)(b)。