极限与配合标准是工业技术很重要的基础性标准,是保证装备制造工业专业化协作生产,实现互换性的基本条件之一,在我国工业生产中发挥了重要作用。极限与配合标准是进行产品设计、工艺设计和制定有关标准的共同基础;在生产过程中,是影响刀具、夹具、量具品种规格、检验等环节的依据。极限与配合标准不但协调设备零件使用要求与制造经济性之间的矛盾,又能满足零件相互之间的技术功能要求,直接影响产品的精度、性能和使用寿命,是评价产品质量的技术指标之一。
公差与配合部分包括公差制与配合制,是对工件极限偏差的规定;测量与检验部分包括检验制与量规制,是作为公差与配合的技术保证。两部分合起来形成一个完整的公差制体系。
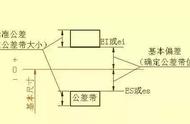
公差是由两个独立要素——标准公差(公差带的大小)和基本偏差(公差带的位置)确定的,通过标准化形成标准公差和基本偏差两个系列。
标准公差系列规定:基本尺寸至500mm内分20个精度等级,基本尺寸大于500至3150mm内分18个精度等级;基本偏差系列规定了28个孔、轴基本偏差符号。二者结合构成了孔与轴的不同的公差带,再由孔、轴公差带结合构成配合。
极限与配合的基本术语和定义(1)尺寸要素由一定大小的线性尺寸或角度尺寸确定的几何形状。
(2)实际(组成)要素由接近实际(组成)要素所限定的工件实际表面的组成要素部分。
(3)提取组成要素按规定方法,由实际(组成)要素提取有限数目的点所形成的实际(组成)要素的近似替代。
(4)拟合组成要素按规定方法,由提取组成要素形成的并具有理想形状的组成要素。
(5)轴通常,指工件的圆柱形外尺寸要素,也包括非圆柱形的外尺寸要素(由两平行平面或切面形成的被包容面)。基准轴在基轴制配合中选作基准的轴。
注:对本标准,即上极限偏差为零的轴。
(6)孔通常,指工件的圆柱形内尺寸要素,也包括非圆柱形的内尺寸要素(由两平行平面或切面形成的包容面)。基准孔在基孔制配合中选作基准的孔。
注:对本标准,即下极限偏差为零的孔。
(7)尺寸以特定单位表示线性尺寸值的数值。
1)公称尺寸由图样规范确定的理想形状要素的尺寸,见图2‑1。
注:L通过它应用上、下极限偏差可计算出极限尺寸。
2.公称尺寸可以是一个整数或一个小数值,例如32,15,8.75,0.5,…。
2)提取组成要素的局部尺寸一切提取组成要素上两对应点之间距离的统称。
注:为方便起见,可将提取组成要素的局部尺寸简称为提取要素的局部尺寸。
a)提取圆柱面的局部尺寸要素上两对应点之间的距离。其中,两对应点之间的连线通过拟合圆圆心;横截面垂直于由提取表面得到的拟合圆柱面的轴线。
b)提取两平行表面的局部尺寸两平行对应提取表面上两对应点之间的距离。其中,所有对应点的连线均垂直于拟合中心平面;拟合中心平面是由两平行提取表面得到的两拟合平行平面的中心平面(两拟合平行平面之间的距离可能与公称距离不同)。
3)极限尺寸尺寸要素允许的尺寸的两个极端。提取组成要素的局部尺寸应位于其中,也可达到极限尺寸。
a)上极限尺寸尺寸要素允许的最大尺寸图2‑1。注:在以前的版本中,上极限尺寸被称为最大极限尺寸。
b)下极限尺寸尺寸要素允许的最小尺寸图2‑1。注:在以前的版本中,下极限尺寸被称为最小极限尺寸。
(8)极限制经标准化的公差与偏差制度。
(9)零线在极限与配合图解中,表示公称尺寸的一条直线,以其为基准确定偏差和公差(图2‑1)。
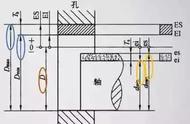
通常,零线沿水平方向绘制,正偏差位于其上,负偏差位于其下(图2‑2)。
(10)偏差某一尺寸减其公称尺寸所得的代数差。
1)极限偏差上极限偏差和下极限偏差。
注:轴的上、下极限偏差代号用小写字母es、ei表示;孔的上、下极限偏差代号用大写字母ES、EI表示(图2‑2)。
a)上极限偏差(ES,es)上极限尺寸减其公称尺寸所得的代数差(图2‑2)。注:在以前的版本中,上极限偏差被称为上偏差。
b)下极限偏差(EI、ei)下极限尺寸减其公称尺寸所得的代数差(图2‑2)。注:在以前的版本中,下极限偏差被称为下偏差。
2)基本偏差在本标准极限与配合制中,确定公差带相对零线位置的那个极限偏差(见图1-2)
注:它可以是上极限偏差或下极限偏差,一般为靠近零线的那个偏差,如图2‑2为下极限偏差。
(11)尺寸公差(简称公差)上极限尺寸减下极限尺寸之差,或上极限偏差减下极限偏差之差。它是允许尺寸的变动量。
注:尺寸公差是一个没有符号的绝对值。
1)标准公差(IT)本标准极限与配合制中,所规定的任一公差。
注:字母IT为“国际公差”的英文缩略语。
2)标准公差等级在本标准极限与配合制中,同一公差等级(如IT7)对所有公称尺寸的一组公差被认为具有同等精确程度。
3)公差带在公差带图解中,由代表上极限偏差和下极限偏差或上极限尺寸和下极限尺寸的两条直线所限定的一个区域,由公差大小和其相对零线的位置(如基本偏差)来确定(图2‑2)。
4)标准公差因子(i,I)在本标准极限与配合制中,用以确定标准公差的基本单位。该因子是基本尺寸的函数。
注:L标准公差因子i用于公称尺寸至500mm。2.标准公差因子/用于公称尺寸大于500mm。
(12)间隙孔的尺寸减去相配合的轴的尺寸之差为正(图2‑3)
1)最小间隙在间隙配合中,孔的下极限尺寸与轴的上极限尺寸之差(图2‑4)。

2)最大间隙在间隙配合或过渡配合中,孔的上极限尺寸与轴的下极限尺寸之差(图2‑4和图2‑5)。
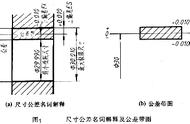
图 2‑1公称尺寸、上极限尺寸和下极限尺寸

图 2‑2公差带图解

图 2‑3 间隙