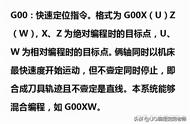
二、数控铣床G73
G73全称为高速深孔往复排屑钻,它和G83一样,都适合深孔加工,区别只是G73在每次退刀时不返回到R点多对应的平面,因此效率比G83要高些!
【格式】
G73 X__ Y__ Z__ R__ Q__ F__ ;
【说明】
Q:为每一次进给的加工深度(增量值且为正值);
D:退刀距离,由数控系统内部设定。

以一个零件图为例

参考程序:
%O1
G54G90G94M03S3000
G0X0Y0
Z10
G99G73X35Y35Z-20R2Q2F50
X-35
Y-35
X35
G80G0Z10
M5M30
仿真效果如下所示

三、数控磨床G73
它是磨削指令,进行振荡磨削循环!
格式:
G73A_(B)W_U_K_H_
A(B)为切削用量;W为磨削范围,U为暂停时间,K为进给速度,H为重复次数。
磨削过程如下图所示