电池极片辊压过程可以提高电极能量密度和改善电子传导率,并直接决定多孔电极的最终微观/介观结构。而且,电极孔隙率(ε)和电化学性能之间到底有什么样的相互关系呢?
本人准备根据经验和文献资料,在假期整理电池极片辊压工艺,预计将陆续发布10多篇文章。这是第一篇:辊压工艺(1):NMC111正极极片的辊压工艺研究
结论:
本文系统研究了辊压条件(施加的压力和辊压温度)对NMC111电极最终孔隙率(ε)的影响,其中包含四种电极,它们的活性材料/碳添加剂/粘结剂的组成,以及制浆过程中溶剂用量不同。电极的辊压加工性能主要通过辊压工艺模型的参数压实阻抗γ和最小的孔隙率εmin,电极的机械性能(硬度和弹性变形性),孔径分布,电极涂层的微观结构,以及倍率等电化学性能进行表征。结果表明,非活性炭黑(CB)/ PVdF相的分布和组成,以及电极介观结构是辊压工艺的关键。具有高CB / PVdF含量并在浆料中使用较多溶剂制备的电极可确保良好的电子导电性,有利于形在NMC颗粒周围成薄膜包覆状CB /粘合剂相。而较低的NMC含量或较高的固含量容易形成团聚状CB /粘合剂相。

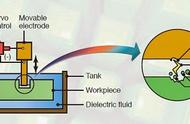
辊压是电池制造工艺过程的关键点,工艺性能取决于先前制造步骤(制浆、涂布、干燥)输出的电极特性,其进一步影响后续步骤以及电池单体的最终电化学性能。辊压过程涉及不可逆的机械变形,该变形会压实颗粒涂层,增加电子传导网络连通性,增强电极的机械稳定性,并提高电池的体积能和功率密度。孔隙率(ε)是该工艺关键控制参数,必须找到最佳的孔隙率,以最优化电化学性能。孔隙率通常由固有的电极特性(例如电极组成,电极材料之间的粘附性和厚度)和辊压条件(施加的负载压力,辊压温度,线速度等)。特别是对于正极而言尤其如此,因为常见的锂氧化活性材料(AM)的电子电导率低,对导电碳网络的介观结构非常敏感。
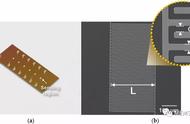
1、辊压实验过程实验使用的四种电极的特性参数列入表1,包括活性物质含量(NMC)、导电剂(CB)、粘结剂(PVdF)、浆料固含量(Solid content)、面密度(Mass loading)、辊压前的初始厚度(Initial thickness)和孔隙率(ε0)电极具有较高的活性物质AM含量,接近工业化参数。辊压电极的尺寸为10×20cm。辊压机(BPN250,People&Technology,韩国)由直径为25 cm的两辊组成,通过辊间间隙控制施加到电极上的压力。此外,还可以控制辊速度和辊温度。在恒定的线速度(0.54m/min)下,施加不同的压力和不同的辊温度(60℃和75℃)下对电极进行压延。
表1 四种NMC正极极片的特性参数

孔隙率计算公式(1):

其中,X和ρ分别是电极中三种组分NMC、炭黑(CB)、PVdF的的质量分数和密度, mel和Vel分别对应于电极的质量和体积。辊压后,从不同位置取样,圆盘样品直径为13 mm,测量样品质量和厚度,计算孔隙率,结果代表n = 10的平均值。
孔隙率表征使用压力为228 MPa的Hg压入式孔隙率计测量半径为0.0055-360μm的孔隙,可测量开放的孔隙率和孔隙半径分布。
辊压工艺模型适用于分析电极的可压缩性,孔隙率ε与辊压压力的关系为(2):