图10 给元器件引线镀锡
(3)对助焊剂不要过量使用
适量的焊剂是必不可缺的,但不要认为越多越好。过量的松香不仅造成焊接后焊点周围需要清洗的工作量,而且延长了加热时间(松香熔化、挥发需要并带走热量),降低了工作效率,而且若加热时间不足,非常容易将松香夹杂到焊锡中形成“夹渣”缺陷;对开关类元件的焊接,过量的助焊剂容易流到触点处,从而造成开关接触不良。
合适的助焊剂量应该是松香水仅能浸湿将要形成的焊点,不要让松香水透过印刷板流到元件面或插座孔里(如IC插座)。若使用有松香芯的焊锡丝,则基本上不需要再涂助焊。
(4)对烙铁头要经常进行擦蹭
因为在焊接过程中烙铁头长期处于高温状态,又接触助焊剂等受热分解的物质,其铜表面很容易氧化而形成一层黑色杂质,这些杂质形成了隔热层,使烙铁头失去了加热作用。因此要随时在烙铁架上蹭去烙铁头上的杂质,用一块湿布或湿海棉随时擦蹭烙铁头,也是非常有效的方法。
(5)对焊盘和元器件加热要有焊锡桥
(6)在手工焊接时,要提高烙铁头加热的效率,需要形成热量传递的焊锡桥。所谓焊锡桥,就是靠烙铁上保留少量的焊锡作为加热时烙铁头与焊件之间传热的桥梁。显然由于金属液体的导热效率远高于空气,而使元件很快被加热到适于焊接的温度。
二、印制电路板的焊接
1.焊接前的准备
(1)焊接前要将被焊元器件的引线进行清洁和预镀锡。
(2)清洁印制电路板的表面,主要是去除氧化层、检查焊盘和印制导线是否有缺陷和短路点等不足。同时还要检查电烙铁能否吃锡,如果吃锡不良,应进行去除氧化层和预镀锡工作。
(3)熟悉相关印制电路板的装配图,并按图纸检查所有元器件的型号、规格及数量是否符合图纸的要求。
2.装焊顺序
元器件装焊的顺序原则是先低后高、先轻后重、先耐热后不耐热。一般的装焊顺序依次是电阻器、电容器、二极管、晶体管、集成电路、大功率管等。
3.常见元器件的焊接
(1)电阻器的焊接
按图纸要求将电阻器插入规定位置,插入孔位时要注意,字符标注的电阻器的标称字符要向上(卧式)或向外(立式),色环电阻器的色环顺序应朝一个方向,以方便读取。插装时可按图纸标号顺序依次装入,也可按单元电路装入,依具体情况而定,然后就可对电阻器进行焊接。
(2)电容器的焊接
将电容器按图纸要求装入规定位置,并注意有极性电容器的阴、阳极不能接错,电容器上的标称值要易看可见。可先装玻璃釉电容器、金属膜电容器、瓷介电容器,最后装电解电容器。焊接过程如下:
1)PCB和电容;
2)刮去电容表面氧化物;
3)根据PCB上的间距把电容引脚成形;
4)把电容插入PCB;
5)用烙铁进行焊接:方法是下把烙铁尖放到电容的引脚,加热焊盘,预计2s后迅速把焊丝放到引脚和烙铁交汇点,此时焊丝会迅速融化,控制好焊丝的进丝量,使焊点成为锥形并且贯穿过渡孔。
6)焊接完毕后用工具减去多余引脚的焊点。
(3)二极管的焊接
将二极管辨认正、负极后按要求装入规定位置,型号及标记要向上或朝外。对于立式安装二极管,其最短的引线焊接要注意焊接时间不要超过2s,以避免温升过高而损坏二极管。
(4)晶体管的焊接
按要求将晶体管e、b、c 三个引脚插入相应孔位,焊接时应尽量缩短焊接时间,并可用镊子夹住引脚,以帮助散热。焊接大功率晶体管,若需要加装散热片时,应将散热片的接触面加以平整,打磨光滑,涂上硅脂后再紧固,以加大接触面积。要注意,有的散热片与管壳间需要加垫绝缘薄膜片。引脚与印制电路板上的焊点需要进行导线连接时,应尽量采用绝缘导线。
(5)集成电路的焊接
将集成电路按照要求装入印制电路板的相应位置,并按图纸要求进一步检查集成电路的型号、引脚位置是否符合要求,确保无误后便可进行焊接。焊接时应先焊接4个角的引脚,使之固定,然后再依次逐个焊接。
4.导线的焊接
(1)常用连接导线
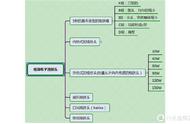
在电子电路中常使用的导线有三类:单股导、多股导线、屏蔽线。
(2)导线的焊前处理
预焊在导线的焊接中是关键的步骤,尤其是多股导线,如果没有预焊的处理,焊接质量很难保证。导线的预焊又称为挂锡,方法与元器件引线预焊方法一样,需要注意的是,导线挂锡时要一边镀锡一边旋转。多股导线的挂锡要防止“烛芯效应”,即焊锡浸入绝缘层内,造成软线变硬,容易导致接头故障,如图11所示。

图11 导线焊前处理
导线在焊接前要除去其末端的绝缘层,剥绝缘层可以用普通工具或专用工具。在工厂的大规模生产中使用专用机械给导线剥绝缘层,在检查和维修过程中,一般可用剥线钳或简易剥线器给导线剥绝缘层,如图12所示。简易剥线器可用0.5~1mm厚度的铜片经弯曲后固定在电烙铁上制成,使用它的最大好处是不会损伤导线。

图12 简易剥线器的制作
使用普通偏口钳剥除导线的绝缘层时,要注意对单股线不应伤及导线,对多股线和屏蔽线要注意不断线,否则将影响接头质量。
对多股导线剥除绝缘层的技巧是将线芯拧成螺旋状,采用边拽边拧的方式,如图13所示。

图13 多股导线的剥线技巧
对导线进行焊接,挂锡是关键的步骤。尤其是对多股导线的焊接,如果没有这步工序,焊接的质量很难保证。
(3)导线与接线端子之间的焊接
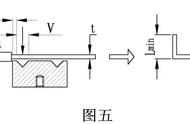
导线与接线端子之间的焊接有三种基本形式:绕焊、钩焊和搭焊,如图14所示。绕焊是把已经挂锡的导线头在接线端子上缠一圈,用钳子拉紧缠牢后再进行焊接。注意导线一定要紧贴端子表面,使绝缘层不接触端子,一般L=1~3mm为宜。这种连接可靠性最好。钩焊是将导线端子弯成钩形,钩在接线端子的孔内,用钳子夹紧后施焊。这种焊接方法强度低于绕焊,但操作比较简便。搭焊是把经过挂锡的导线搭到接线端子上施焊。这种焊接方法最方便,但强度可靠性最差,仅用于临时焊接或不便于缠、钩的地方。