图8 金刚石在钻头上的不同排列方式
(1)交错排列法。这种排列方法适用于软到中硬地层的钻头。
(2)圆周排列法。这种排列方法适用于硬地层,因为硬地层的金刚石粒度较小,出刃也低,这样排列有利于清除所有岩屑。
(3)脊圈排列法。这种排列布齿方式有利于排屑和冷却金刚石,适用于金刚石粒度较细、出刃小的坚硬地层钻头。
25.PDC 钻头按钻头体材料及切削齿结构划分可分为几类?
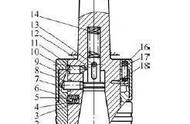
答:PDC钻头按钻头体材料及切削齿结构划分,PDC钻头分为钢体与胎体两大类,如图9所示。

图9 刚体PDC钻头与胎体PDC钻头
26.PDC 钻头的切削齿布置有哪几种方式?各有何特点?
答:PDC 钻头的切削齿布置有刮刀式、单齿式及组合式三种排列及分布方式。
刮刀式布齿方式的特点是将切削齿沿着从钻头中心附近到保径部位的直线(或接近于直线的曲线)布置在胎体刮刀上,在适当的位置布置喷嘴(或水眼),每个喷嘴(或水眼)起到冷却或清洗一个或两个刮刀片上的切削齿的作用。采用这种方式布齿的 PDC钻头具有整体强度高、抗冲击能力强、易于清洗和冷却、排屑好、抗泥包能力强的特点,在粘性或软地层中应使用这种布齿方式的 PDC 钻头。
单齿式布齿方式是将切削齿一个一个地单独布置在钻头工作面上,在适当的地方布置喷嘴(或水眼),钻井液从喷嘴流出后,切削齿受到清洗及冷却,但同时也起到阻流与分配液流的作用。这种结构的布齿区域大、布齿密度高,可以提高钻头的使用寿命,但水力控制能力低,容易在粘性地层泥包。
组合式切削齿的布置采用刮刀式和单齿式相结合的方式,在适当的地方布置水眼或喷嘴,这种布齿方式具有较好的清洗、冷却和排屑能力,布齿密度较高。这种布齿方式的钻头多用于中等硬度地层。
27.PDC 钻头是如何破岩的?
答:在极软的高塑性地层中钻进时,切削齿在钻压作用下吃入岩石,旋转钻头便会使刃前岩石产生连续的塑性流动而呈片状、层状而被切削掉。这与用犁来犁地的过程和麻花钻头在金属件上钻眼过程相类似。
PDC 钻头在塑脆性地层中钻进时,PDC 钻头的切削齿在钻压的作用下吃入岩石。在扭矩作用下先于刃前的岩石发生碰撞,随着钻头转动,切削齿挤压刃前岩石,并产生小剪切破坏。当扭矩增大时,切削齿继续向前推进压碎刃前岩石,并将部分岩石压碎呈粉末。当扭力增大至岩石的强度极限时,岩石沿剪切面发生大块的剪切破碎,此后切削齿的扭力突然降低,紧接着随着钻头转动,切削齿便会又与岩石发生碰撞、挤压、剪切三种破岩过程。这样反复进行就是 PDC钻头在塑脆性地层中钻进的规律。
28.简述天然金刚石钻头和 TSP 钻头的工作原理。
答:(1)在硬地层中钻进时,金刚石颗粒在钻压作用下压入岩石,使之与金刚石颗粒接触的岩石处于极高的应力状态而使岩石呈现塑性。
(2)在塑性地层(或岩石在应力作用下呈塑性的地层)中,钻头在钻压作用下,金刚石颗粒吃入地层,在扭矩的作用下使金刚石颗粒前方的岩石发生破碎或被切削,脱离岩石基体,形成岩屑,这一切削过程相当于"犁地"过程,称为犁削,如图10所示。岩石破碎的体积大体等于金刚石吃入岩石后的位移体积。

图10 天然金刚石钻头的犁削作用
(3)在脆性较大的岩石中,在钻压和扭矩作用下所产生的应力使岩石表现为脆性破碎,即属于以剪力和张力破坏岩石。在这种情况下,金刚石钻头的破岩速度较高,岩石破碎的体积远大于金刚石吃入后位移的体积。
(4)在坚硬地层(如燧石、硅质白云岩、硅质石灰岩等)中,一般均采用细颗粒的金刚石制成孕镶式金刚石钻头来钻进,其特点是要靠金刚石的棱角实现微切削、刻划等方式来破碎岩石。这时破碎下来的岩屑基本上是粒度很细的粉末。
29.与牙轮钻头相比,金刚石钻头有何特点?
答:与牙轮钻头相比,金刚石钻头具有以下特点。
(1)金刚石钻头是一体式钻头,它没有牙轮钻头那样的活动部件,也无结构薄弱环节,因而它可以使用高转速,适合于井下动力钻具配合使用,提高钻井速度;在定向钻井中,它可以承受较大的侧向载荷而不发生井下事故,适合于定向井钻探。
(2)金刚石钻头使用正确时,耐磨且寿命长,适合于深井及研磨性地层使用。
(3)在地温较高的情况下,牙轮钻头的轴承密封易失效,使用金刚石材料钻头则不会出现此问题。
(4)在小于165.1mm(61/2in)的井眼钻井中,牙轮钻头的轴承由于空间尺寸的限制,强度受到影响,性能不能保证,而金刚石钻头则不会出现此类问题,因此,金刚石材料钻头适用于小井眼钻井。
(5)金刚石钻头结构设计、制造比较灵活,生产设备简单,因而能满足非标准的异形尺寸井眼的钻井需要。
(6)金刚石钻头中的 PDC 钻头是一种切削型钻头,切削齿具有自锐优点,切削面积较大,是一种高效能钻头。
(7)金刚石钻头由于热稳定性的限制,工作时必须保证充分的清洗与冷却。
(8)金刚石钻头抗冲击性能较差,使用时必须遵照严格的规程。
(9)金刚石钻头价格较高。
30.金刚石钻头的选择原则是什么?
答:(1)天然金刚石(ND)钻头适合于在硬地层和坚硬的地层钻井。TSP 钻头适合于在具有研磨性的中等硬度至硬地层钻井。
(2)PDC 钻头适合于在软到中等硬度地层钻井,但是PDC 钻头钻进的地层应是均质地层,以避免冲击载荷,含砾石的地层用 PDC 钻头必须采用轻钻压(5kN左右)。
(3)对于同一地层使用过的几种类型的钻头,在保证井身质量的前提下,一般以"每米成本"最低的钻头作为选型标准。
(4)收集邻近井相同地层钻过的钻头资料及上一个钻头的磨损分析,结合本井的具体情况来选择。
(5)按照钻头产品目录中说明的钻头适用地层选择钻头类型。
31.金刚石钻头下井前应做好哪些准备工作?
答:(1)井下情况正常,起下钻畅通无阻。
(2)井底干净,无金属落物。
(3)钻井液符合钻井设计要求,净化设备运转正常。
(4)用好钻杆滤清器,其最大孔径应小于钻头最小喷嘴的直径。
32.金刚石钻头入井前应做哪些检查?
答:(1)钻头型号、直径、钢印标记与钻头说明书和外包装相符。
(2)内、外切削齿(复合片)完整,无断齿、掉齿。
(3)流道畅通,用游标卡尺检查喷嘴直径,喷嘴固定牢靠,符合水力设计要求。
(4)旧钻头认真检查内、外齿区磨损级别、钻头直径磨损程度、钻头磨损特征,分析该钻头在将钻地层中的使用寿命、机械钻速、欲钻进尺,比较钻井成本和承担风险,确定是否再次入井。
33.金刚石钻头下钻时的注意事项有哪些?
答:(1)钻头螺纹要涂好标准的润滑脂,上卸钻头要用钻头装卸器。
(2)钻头入井要扶正、慢放,至防喷器时更要找中,防止碰坏 PDC 切削齿。
(3)下钻速度要缓慢,要平稳操作,严禁猛刹、猛顿。操作时,司钻要密切注视指重表,遇阻不能超过 30kN,否则应接方钻杆循环,采用一冲、二通、三划眼的办法通过。划眼时,划眼钻压应控制在 20kN 以下(钻头直径小于215.5mm 时,要低于10kN),转速低于50r/min。严禁大段划眼和不循环钻井液划眼。
(4)下钻接近井底时应提前开泵。钻头离井底0.5m 以上,应缓慢上下活动和转动钻具,充分循环钻井液。待井底清洁后,校正指重表。待泵压正常后方可井底造型。
确认钻头接触井底后,采用 50r/min 左右的转速和 5~20kN 的钻压磨合井底,进尺 0.5~1.0m。
34.金刚石钻头钻进作业时的注意事项有哪些?
答:(1)钻速试验。井底造型后,可在钻头厂家推荐的钻井参数范围内,选用不同的钻压转速进行钻速试验,直到找到一个最优钻速为止。做钻速试验时要逐渐增加钻压或转速,严禁猛增钻压或转速,以防金刚石损坏。ND钻头与TSP钻头适用于适当钻压、高转速。PDC钻头适用于小钻压、高转速,可用于转盘钻井,也可用于井下动力钻具钻井。
(2)钻速试验完毕,即可按最优参数正常钻进。钻进中要确保排量、泵压满足要求,保证有效清洗井底、携带岩屑。送钻要均匀,钻遇泥岩井段时,钻速会明显下降,这时司钻要耐心,并可适当提高钻压,降低转速,但钻压也不宜过大,一般提高 10~30kN为宜。若钻遇发生轻微蹩钻现象时,可适当降低钻压,同时降低钻速,等钻穿硬夹层后再采用正常参数钻进。严禁加压启动转盘。
(3)接单根后缓慢转动下放至井底,以防撞击损坏切削齿。
(4)每钻进 200~300m 或者每钻24h要进行一次短起、下钻,以防止起钻拔活塞。
(5)钻头使用到后期,PDC切削齿的磨损平面加大,降低了PDC切削齿切入地层的深度,因此可适当提高钻压以维持较高的机械钻速。
35.金刚石钻头在什么情况下应起钻?
答:遇到下列情况之一应考虑起钻:
(1)地层岩性变化不大,而机械钻速和转盘扭矩却明显降低;
(2)有连续蹩钻现象且没有进尺;
(3)立管压力明显上升或降低;
(4)综合经济指标低于其他类型钻头。
36.全刚石钻头使用时应注意什么?
答:(1)钻头搬动时要小心轻放,防止PDC切削齿损伤;
(2)钻头不允许采用堵喷嘴的办法钻进,以防止降低对PDC切削齿的冷却效果;
(3)钻较薄砾石层时,一定要小钻压,控制在 5kN左右,砾石层较厚时,不宜使用金刚石钻头;
(4)避免带钻压启动转盘;
(5)正常钻进时,钻井液排量必须保持在推荐范围内,以确保岩屑能及时排出,并保证PDC切削齿充分冷却;
(6)当钻遇大段疏松砂岩地层时,要适当降低机械钻速;
(7)在定向井中,严禁使用金刚石钻头在井口进行动力钻具试运转,以防止损坏PDC切削齿。