7、焊条:
①组成:手工电弧焊焊条主要是由焊芯、药皮(其成分有稳弧剂、造渣剂、造气剂、脱氧剂、合金剂、稀渣剂、粘结剂和增塑剂八种)组成。
②成分作用:
焊芯作用:一是作为电极产生电弧,二是在电弧作用下熔化并作为填充金属与熔化了母材混合形成焊缝。

药皮作用:
一是稳弧作用;二是保护作用,药皮熔化时产生大量气体笼罩着电弧区和熔池,保证熔池及熔融金属与空气隔绝开,药皮熔化后形成的熔渣可防止焊缝表面金属不被氧化并减缓冷却速度,改善焊缝成形;
三是冶金作用,药皮形成熔渣并通过熔渣与熔池中熔化金属的化学化应,以减少氧、硫等有害物质对焊缝金属的危害,使焊缝金属获得符合要求的力学性能;
四是掺合金元素,通过在药皮中加入某些铁合金或纯合金元素,以弥补焊接过程中某些合金元素的烧损,达到提高焊缝金属的力学性能;
五是改善焊接的工艺性能,通过调整药皮成分,可改变药皮的熔点和凝固温度,使焊条末端形成套筒,产生定向气流,有利于熔滴过渡,可适应各种焊接位置的需要 。
③焊条的种类:
A.按用途分:可分为碳钢焊条、低合金钢焊条、不锈钢焊条、铬和铬钼耐热钢焊条、低温钢焊条、堆焊焊条、铝及铝合金焊条、镍及镍合金焊条、铜及铜合金焊条、铸铁焊条和特殊用途焊条等。
B.按药皮形成熔渣的酸碱性分:可分为碱性焊条(熔渣碱性>1.5)和酸性焊条(熔渣碱性<1.5)两大类。
④焊条的应用:
酸性焊条:工艺性能良好,成形美观,对锈、油、水等敏感度不大,抗气孔能力强,但对合金元素烧损较大,氮、氧含量高,不易脱硫磷,熔渣粘性较强,不易脱渣,焊缝金属的力学性能(特别是冲击韧性)较低,故只适用于一般结构件的焊接;
碱性焊条:脱氧、脱硫磷性能好,熔渣流动性好,在冷却过程中渣粘度增加很快(称为“短渣”),.熔敷金属含氢量低,所以又称“低氢焊条”,其形成的焊缝金属抗裂性能好,有较高的力学性能,特别是冲击韧性较高。但在焊接过程中对锈、油、水较敏感,易产生气孔,在深坡口中施焊脱渣性不好,电弧稳定性差,一般只适用于直流电源施焊。碱性焊条多用于焊接重要结构件、高压锅炉和压力容器制造。
8、手工电弧焊的焊接位置及特点

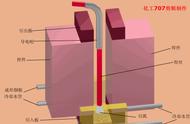
埋弧自动焊(SAW):
1、埋弧自动焊定义:
焊接过程中,主要焊接操作如引燃及熄灭电弧、送进焊条(焊丝)、移动焊条(焊丝)或工件等都由机械自动完成,叫自动电弧焊。
自动电弧焊中,电弧被埋在焊剂层下面燃烧并实施焊接的,叫埋弧自动焊。

2、埋弧自动焊的特点:
A.能采用大的焊接电流,电弧热量集中,熔深大,焊丝可以连续送进而不象焊条那样频繁更换,所以效率比手工焊高5~10倍;
B.焊剂和熔渣能严密包围着焊接区,空气难以入侵,高的焊速可以大大减小热影区范围,同时自动操作使焊接规范参数稳定,焊缝成分均匀,外形光滑美观,焊接质量良好、稳定。
C.热量集中,焊缝金属没有飞溅损失,没有废弃的焊条头,工件厚度小时可以不开坡口,从而节省金属材料和电能。
D.光弧不可见,烟雾少,机械化操作,劳动强度小,劳动条件大大改善。
E.设备复杂昂贵,对工件接头加工与装配要求严格,焊接位置受到一定的限制,一般总是在平焊位置焊接。(缺点)
3、焊接规范:焊接电流、电弧电压、焊接速度、焊丝直径和伸出长度等
4、埋弧自动焊的应用:
常用于焊接长的直线焊缝及大直径圆筒形容器的环焊缝。