手工电弧焊
电焊钳和焊条
手工电弧焊最常见的焊接工艺。
在焊接材料和消耗性的焊条之间,通过施加高电压来形成电弧,焊条的芯部分通常由钢制成,外层包覆有一层助焊剂。
在焊接过程中,助焊剂燃烧产生二氧化碳,保护焊缝区免受氧化和污染。
电极芯则直接充当填充材料,不需要另外添加焊料。
这种工艺的适应面很广,所需的设备也相对便宜,非常适合现场和户外作业。
操作者只需接受少量的培训便可熟练掌握。焊接时间较慢,因为消耗性的焊条电极必须经常更换。焊接后还需要清除助焊剂形成的焊渣。
此外,这一技术通常只用于焊接黑色金属,焊铸铁、镍、铝、铜等金属时需要使用特殊焊条。缺乏经验的操作者还往往难以掌握特殊位置的焊接。
熔化极气体保护电弧焊,通常包含MIG(又称为金属-惰性气体焊)及MAG(又称为金属-活性气体焊),是一种半自动或自动的焊接工艺。
它采用焊条连续送丝作为电极,并用惰性、半惰性或活性气体,以及混合气体保护焊点。和手工电弧焊相似,操作者稍加培训就能熟练掌握。
由于焊丝供应是连续的,熔化极气体保护电弧焊和手工电弧焊相比能获得更高的焊接速度。
此外,因其电弧相对手工电弧焊较小,熔化极气体保护电弧焊更适合进行特殊位置焊接(如仰焊)。
和手工电弧焊相比,熔化极气体保护电弧焊所需的设备要复杂和昂贵得多,安装过程也比较繁琐。
因此,熔化极气体保护电弧焊的便携性和通用性并不好,而且由于必须使用保护气体,并不是特别适合于户外作业。
但是,熔化极气体保护电弧焊的焊接速度较快,非常适合工厂化大规模焊接。
这一工艺适用于多种金属,包括黑色和有色金属。
另一种相似的技术是药芯焊丝电弧焊(英语:Flux-cored arc welding),
它使用和熔化极气体保护电弧焊相似的设备,但采用包覆着粉末材料的钢质电极芯的焊丝。
和标准的实心焊丝相比,这种焊丝更加昂贵,在焊接中会产生烟和焊渣,但使用它可以获得更高的焊接速度和更大的焊深。
钨极气体保护电弧焊,或称钨-惰性气体(TIG焊)焊接(有时误称为氦弧焊),是一种手工焊接工艺。
它采用非消耗性的钨电极,惰性或半惰性的保护气体,以及额外的焊料。
这种工艺拥有稳定的电弧和较高的焊接质量,特别适用于焊接板料,但这一工艺对操作者的要求较高,焊接速度相对较低。
钨极气体保护电弧焊几乎适用于所有的可焊金属,最常用于焊接不锈钢和轻金属。它往往用于焊接那些对焊接质量要求较高的产品,如自行车、飞机和海上作业工具。
与之类似的是等离子弧焊(英语:Plasma arc welding),它采用钨电极和等离子气体来生成电弧。
等离子弧焊的电弧相对于钨极气体保护电弧焊更集中,使对等离子弧焊的横向控制显得尤为重要,因此这一技术对机械系统的要求较高。
由于其电流较稳定,该方法与钨极气体保护电弧焊相比,焊深更大,焊接速度更快。
它能够焊接钨极气体保护电弧焊所能焊接的几乎所有金属,唯一不能焊接的是镁。
不锈钢自动焊接是等离子弧焊的重要应用。该工艺的一种变种是等离子切割,适用于钢的切割。
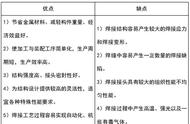
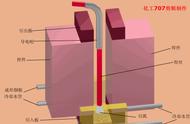
埋弧焊,是一种高效率的焊接工艺。埋弧焊的电弧是在助焊剂内部生成的,由于助焊剂阻隔了大气的影响,焊接质量因此得以大大提升。
埋弧焊的焊渣往往能够自行脱落,无需清理焊渣。埋弧焊可以通过采用自动送丝装置来实现自动焊接,这样可以获得极高的焊接速度。
由于电弧隐藏在助焊剂之下,几乎不产生烟雾,埋弧焊的工作环境大大好于其他弧焊工艺。
这一工艺常用于工业生产,尤其是在制造大型产品和压力容器时。
其他的弧焊工艺包括原子氢焊(英语:Atomic hydrogen welding)、碳弧焊(英语:Carbon arc welding)、电渣焊、气电焊(英语:Electrogas welding)、
螺柱焊接(英语:Stud welding)等。
使用可燃气焊接金属部件
气焊编辑
最常见的气焊工艺是可燃气焊接,也称为氧乙炔焰焊接。
它是最古老,最通用的焊接工艺之一,但近年来在工业生产中已经不多见。
它仍广泛用于制造和维修管道,也适用于制造某些类型的金属艺术品。
可燃气焊接不仅可以用于焊接铁或钢,还可用于铜焊、钎焊、加热金属(以便弯曲成型)、气焰切割等。
可燃气焊接所需的设备较简单,也相对便宜,一般通过氧气和乙炔混合燃烧来产生温度约为3100摄氏度的火焰。
因为火焰相对电弧更分散,可燃气焊接的焊缝冷却速度较慢,可能会导致更大的应力残留和焊接变形,但这一特性简化了高合金钢的焊接。
一种衍生的应用被称为气焰切割,即用气体火焰来切割金属。
其他的气焊工艺有空气乙炔焊、氧氢焊、气压焊,它们的区别主要在于使用不同的燃料气体。
氢氧焊有时用于小物品的精密焊接,如珠宝首饰。
气焊也可用于焊接塑料,一般采用加热空气来焊接塑料,其工作温度比焊接金属要低得多。
电阻焊编辑
电阻焊的原理是:两个或多个金属表面接触时,接触面上会产生接触电阻。
如果在这些金属中通过较大的电流(1,000—100,000安培),根据焦耳定律,接触电阻大的部分会发热,将接触点附近的金属熔化形成熔池。
一般来说,电阻焊是一种高效、无污染的焊接工艺,但其应用因为设备成本的问题受到限制。
点焊机
点焊(英语:Spot welding),或称电阻点焊,是一种流行的电阻焊工艺,用于连接叠压在一起的金属板,金属板的厚度可达3毫米。
两个电极在固定金属板的同时,还向金属板输送强电流。
该方法的优点包括:能源利用效率较高,工件变形小,焊接速度快,易于实现自动化焊接,而且无需焊料。
由于电阻点焊的焊缝强度明显较低,这一工艺只适合于制造某些产品。
它广泛应用于汽车制造业,一辆普通汽车上由工业机器人进行的焊接点多达几千处。
一种特殊的点焊工艺可用于不锈钢上。
与点焊类似的一种焊接工艺称为缝焊(英语:Seam welding),它通过电极施加压力和电流来拼接金属板。
缝焊所采用的电极是轧辊形而非点形,电极可以滚动来输送金属板,这使得缝焊能够制造较长的焊缝。
在过去,这种工艺被用于制造易拉罐,但现在已经很少使用。
其他的电阻焊工艺包括闪光焊(英语:Flash welding)、凸焊(英语:projection welding)、对焊(英语:Upset welding)等。
硬焊和软焊编辑
硬焊(硬钎焊,Brazing)和软焊(软钎焊,Soldering)是以熔点低于欲连接工件之熔填物填充于两工件间,并待其凝固后将二者接合起来的一种接合法。
所使用的熔填物熔点在427℃(800℉)以下者,称为软焊,焊接金属在427℃(800℉)以上者,称为硬焊。
通常亦常以熔填物做为焊接方式名称,常用的硬焊如铜焊,软焊则常用锡焊、铅焊。
能量束焊接编辑
能源束焊接工艺包括激光焊接和电子束焊接。
它们都是相对较新的工艺,在高科技制造业中很受欢迎。这两种工艺的原理相近,最显著的区别在于它们的能量来源。
激光焊接法采用的是高度集中的激光束,而电子束焊接法则使用在真空室中发射的电子束。
由于两种能量束都具有很高的能量密度,能量束焊接的熔深很大,而焊点很小。
这两种焊接工艺的工作速度都很快,很容易实现自动化,生产效率极高。
主要缺点是设备成本极其昂贵(虽然价格一直在下降),焊缝容易发生热裂。
在这个领域的新发展是激光复合焊(英语:Laser-hybrid welding),它结合了激光焊接和电弧焊的优点,因此能够获得质量更高的焊缝。
固态焊接编辑
和最早的焊接工艺锻焊类似的是,一些现代焊接工艺也无需将材料熔化来形成连接。
其中最流行的是超声波焊接,它通过施加高频声波和压力来连接金属和热塑塑料制成的板料和线。
超声波焊接的设备和原理都和电阻焊类似,只是输入的不是电流而是高频振动。这一焊接工艺焊接金属时不会将金属加热到熔化,焊缝的形成依赖的是水平振动和压力。
焊接塑料的时候,则应该在熔融温度下施加垂直方向的振动。
超声波焊接常用于制造铜或铝质地的电气接口,也多见于焊接复合材料。
另一种较常见固态焊接工艺是爆炸焊(英语:explosion welding),它的原理是使材料在爆炸产生的高温高压作用下形成连接。
爆炸产生的冲击使得材料短时间内表现出可塑性,从而形成焊点,这一过程中只产生很少量的热量。
这一工艺通常用于连接不同材料的焊接,如在船体或复合板上连接铝制部件。其他固态焊接工艺包括挤压焊(Co-extrusion welding)、冷焊(英语:Cold welding)、
扩散焊、摩擦焊(英语:Friction welding)(包括搅拌摩擦焊)、EMPT焊接(英语:Magnetic pulse welding)、
高频焊(High frequency welding)、热压焊(Hot pressure welding)、感应焊(英语:Induction welding)、
热轧焊 (Roll welding)。
EMPT焊接编辑

电磁脉冲技术(EMPT)-- 一种创新的焊接方式
电磁脉冲技术(EMPT)可以在不相互接触的情况下对金属进行连接、焊接、成形和切割。
EMPT利用电磁感应圈,从一个脉冲发生器中产生出短暂而非常强的电流。感应圈产生出的电磁场,可以瞬间压缩或者膨胀而改变管材的直径。
由于管材表面可以短暂带涡电流,因而此技术同样可以处理没有磁性的金属,如铝。
电磁脉冲技术(EMPT)可以对金属进行连接、焊接、成形和切割,尤其适合于导电性强的金属管材,如铝、铜、钢等。同样可以压缩或者膨胀不对称的横截面,
根据需要进行机械密封、固相焊接、或简单的形状改变。
由于其速度非常快,因此产生出的固相焊接的微观结构可以接近于爆炸焊接或者爆炸包覆。
很多情况下需要使用固相焊接,也被称为原子结合,因为他是在原子能级上进行的连接。
其方法和爆炸焊接很相似,都是在高压作用下两个纯金属工件的原子相互挤压,直到发生电子转移,形成一个新的金属混合物。
然而EMPT操作时温度不会升高,即没有受到高温影响的区域,因而微观结构也就不会发生改变。EMPT焊接是靠工件之间的V型接口,
即两工件连接端事先做成圆锥形,
工件相互之间进行“滚动式”挤压接触。如果产品对于密封性或传导性有特殊要求,EMPT焊接的优势则更加突出。
在V形端部产生的接触挤压力范围约为1000N/mm²,并伴有巨大的张力。
这基本上发生在两个工件的接触区域前面的十几微米的接触点之间。表层下的塑性变形,导致两个接触体的氧化层都发生破裂,因而发生与爆炸焊接相类似的波浪状微观结构。
有限元分析表明,塑性变形速度超过声音在空气中传播速度,而远远低于声音在金属中传播速度。
工件之间的空气层被压缩,加速向顶端角部挤压,由此产生的喷射气体将连接区域的碎屑及氧化粒子等吹走。
EMPT焊接的优点在于结合强度大,因为结合力相当于要将工件熔化的力。
另外,EMPT焊接可以用在不同金属材料上类似”氦密封”连接,而不产生高热量。
通常难焊的不锈钢材料也可以使用EMPT焊接,甚至可以大批量地焊接不同的金属,如钢和铝、钢和铜、以及铜和铝等。
,