文泰雕刻做迷你字操作流程:(6毫米铣刀,3.175铣刀,迷你字雕刻刀,20毫米迷你字亚克力板)
◆第一步:切割方框,镜像加工对象,文字背面掏空
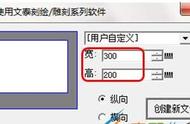
①文泰雕刻软件读入要加工的迷你字内容(导入EPS文件格式),如果文字是打撒了的,先组合后,Ctrl D查看对象尺寸,然后画一个长宽各增加60毫米的方框(文字四边各外扩30毫米),把内容和方框同时选中,中心对齐,组合在一起……再定好在文泰版面雕刻位置
※Z轴刀具清二次零:第一次零点把刀具定在台板上,第二次再根据板子厚度上抬相应高度,再次清零...板子多厚切割路径里面雕刻深度就设置多少
※做迷你字路径,文泰雕刻里面输出路径文件时,“输出顺序”栏务必选择:由浅到深,保证加工时先做浅路径最后深路径
②选中文字内容,右击--简单变换--镜像--选择“固定角度”--确定,完成镜像....打散文字,按住Ctrl键鼠标拖动仅将除方框的文字内容组合,选中.....文泰里面选择2D路径,刀具为6毫米进口铣刀,深度5-9毫米(常用6-7毫米),雕出凹槽
③选中方框,选择割,逆时针,深度为板子厚度20毫米多一点,比如20.2毫米,多出的0.2是在台面上做个定位痕迹,方便翻板后板子对位放置………切割出的压克力板方框在雕刻机台面上下翻面固定备用
◆第二步:术语叫开粗,刀具选择6毫米铣刀,分3次下刀,总深度18毫米
把第一步方框和文字再次组合,固定位置镜像,成正常文字显示后,打散,删除方框,组合文字后并选中,生成3个切割路径并保存!
①文字外扩1.7毫米,选择割,外轮廓,深度为6毫米
②文字外扩3.2毫米,选择割,外轮廓,深度为12毫米
③文字外扩4.7毫米,选择割,外轮廓,深度为18毫米
※▲※外扩方法以外扩1.7为例:文泰菜单栏选择,路径计算--计算内外轮廓--宽度1.7,外轮廓--确定生成....3.2和4.7依次执行上述步骤
◆第三步:28度迷你字雕刻专用刀倒出三维斜边,3D算路径
删除三次下刀的外扩线,仅仅留下原文字,选中原文字,外扩10毫米(6毫米刀开粗扩10,4.7 6合计10.7大于外扩宽度,利于保护迷你字刀具??),把外扩图形和原文字组合在一起,选择3D,深度18毫米,三维精加工……迷你字刀具在平底尖刀里面设置:W1:12 A:14 W2:1
◆第四步:最后切割下迷你字,深度20毫米,进口3.175铣刀
按Ctrl Z键一次返回到原始文字,外扩4.4毫米,选中外扩线,用“割”算路径,刀具3.175,深度20毫米
◆第五步:切割出迷你字装灯用的底板,板子厚度5--10毫米均可
雕刻机平台放上用作底板的压克力板子,选中第四步的原始文字,选择2D加工,刀具3.175铣刀,深度2-5毫米视板子而定,雕刻出底板安灯的凹槽
选中外扩4.4毫米的文字,选择“割”,切割出底板(同一把刀具可以生成一个路径文件;也可以生成2个:一个雕刻文件速度可以快点,一个切割文件速度视加工材料而定,可以灵活掌握……这个就看个人习惯了)

兴举广告迷你字
,