来源:世界金属导报
武钢CSP短流程产线目前已经生产出双相钢系列DP600、DP780以及DP1180等,基于DP系列材料制定全新的工艺路线及生产制造过程控制核心参数,利用现有的分段冷却控制模型与空冷段设计布局、精确的冷却计算速率公式,以及科学合理的冷却策略和空冷段长度的设计,来实现不同牌号钢种性能的精准控制,克服了短流程产线在生产DP系列钢种中存在的固有困难,为CSP在双相钢、特殊钢等产品的生产、开发奠定基础。
武钢CSP产线全套采用德国SMSD技术,产品厚度规格:0.8-12.7mm,生产能力250万吨/年,于2009年5月全线投产运行。产线轧钢部分主要由两座辊底式均热炉、一台40MPa高压除鳞机、立辊、七机架热连轧机、层流冷却、两台地下卷取机、钢卷在线检查线、钢卷运输线及辅助设备组成。层流冷却是控制板带钢组织性能的核心设备之一。
1 武钢CSP层流布置及功能介绍
1.1 CSP层流冷却设备分布及功能
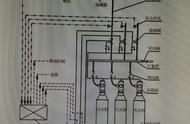
CSP层流冷却装置布置根据所处理板带的厚度,轧制速度和温降来确定。层流冷却装置主要由上部喷水机构和下部喷水机构及侧喷机构组成,其中,上下喷水机构由8段粗调和2组精调组成,侧喷12组(最后一组为双组布置,确保双相钢大流量层流后的切水效果)。CSP层流冷却装置布置简图如图1,本产线层流冷却装置采用西马克与产线相关专家共同设计完成,冷却区域的范围定义为从精轧末机架F7后的测量位置开始到卷取机前的测量位置为止。层流冷却区划分为精调段、微调段和空冷段三部分,出精轧机后为微调前段,然后为空冷段,再为微调后段,最后为精调段,具体布置如下。

1.2三段冷却的含义及控制
1)空冷段的设计优势
以往国内多数钢厂层流冷却都是连续排布,中间没有空冷段和中间测温计,控制采用温度前馈加温度反馈的控制方式。为了提高控制精度及多品种钢的开发应用,CSP层流冷却设计在常规控制系统的设计中引入了反馈控制系统,以弥补前馈控制的不足。这种反馈补偿,存在“时滞性”及从检测到温度超差到实际调整恢复的过程中,出现的温度超差区偏长,这个温度超差区的组织性能波动较大,这个异常是无法挽回的。在设计之初,为降低“时滞性”带来的影响,在层流冷却的微调段之间设置空冷段,并加装了两个高温计,实现微调阶段的反馈控制,实现了微调水量的准确控制。
层流模型利用精轧出口高温计的测量值,对微调段所设的喷水集管数量进行动态调整,以确保带钢进入空冷段前处于一个稳定温度值。带钢在经过空冷段时,可消除由FT7、带钢运行速度、厚度波动等问题带来的异常影响,在空冷段形成一个比较稳定的“中间温度”值,同时可利用空冷段高温计所测量的实际温度值来影响模型对微调段及精调段冷却水量的控制。因空冷段及中间高温计的存在,带钢可在一个比较稳定的温度基础上进行测量调节,很好地规避了反馈控制的“时滞性”,得到较好的控制结果。
空冷时带钢在长度和宽度方向上的传热条件比较一致,故可认为长度和宽度方向的温度均匀分布,带钢厚度较薄,在一定的厚度范围内,认为厚度方向上的温度相同,因此带钢空冷过程可以简化为零维非稳态导热问题,空冷模型的精度一定程度上影响着水冷的控制精度。

式中,θair:带钢空冷后的温度,℃;ε:轧件黑度系数;σ:玻尔兹漫常数,W/(mk);△t:精轧出口到卷取机前带钢运行时间,s;Cp:比热,kJ/(kg℃);γ:密度,kg/m3;h:带钢厚度,mm;θth:精轧出口温度,℃。
2)水冷段控制
层流冷却集管装置功能是:带钢经过精轧机组轧制后,进入层流冷却区域;层流冷却基础自动化系统及过程控制系统通过实时控制层流冷却上下集管装置水量配比及水量分布,将热轧带钢冷却到工艺要求的卷取温度,使其力学性能和金相组织结构达到预定的质量要求。
精调段冷却:适用于有抗拉强度级别要求的硬质钢产品以及合金钢。
微调段冷却:适用于进一步加工的软质材料以及部分冷轧产品。
根据带钢卷取温度的实测值与目标值的偏差,通过动态调节集管的开关来消除温度偏差,提高带钢的卷取温度精度。
每个集管所产生温降模型为:

式中, g:比重,kg/m3;Cp:比热,kJ/kg℃;HF:带钢厚度,mm;V:夹送辊线速度,m/s;QXF:每个精调集管热流密度,kJ/m2h;lu:每个精调集管长,m。
2 武钢CSP双相钢的生产特点
精轧温度、中间温度、空冷时间、卷取温度和轧制速度的精确控制是热轧双相钢生产的关键,是冷却过程的重要控制目标。武钢CSP开发DP系列双相钢的最大难点是空冷时间、中间温度及卷取温度的控制。武钢CSP热轧高强度双相钢生产采用前段冷却 空气冷却 后段冷却策略,结合多次热模拟试验和工业试验,最终冷却工艺参数见表1。