随着我国焊接技术的不断发展,电阻点焊技术在机械制造领域得到不断应用和推广,尤其是在钣金制造行业中应用比较普遍。
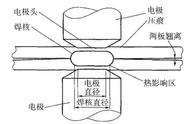
电阻点焊焊接原理是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及临近区域产生的电阻热,将其加热到熔化或塑性状态,使之形成金属结合的一种方法,如图1所示。
电阻点焊优点⑴生产效率高。在电阻点焊时,通用点焊机的生产率约为每分钟60点,若用快速点焊机,则可达到每分钟500点以上,因此非常适用于大批量生产。
⑵焊缝质量好。电阻点焊冶金过程简单,焊缝化学成分基本不变。焊缝因在压力作用下结晶,所以致密。由于是内部热源,热量集中,加热范围小,所以热影响区和焊接变形都很小。

图1 电阻点焊示意图
⑶焊接成本比较低。电阻点焊不使用任何填充材料,焊接时也无需保护气体,所以在正常情况下,除电力消耗外,几乎没有其他消耗,焊接成本比较低。
⑷焊接操作比较规范,易于实现机械化和自动化。焊接过程既没有较强的弧光辐射,也无有害气体的侵蚀,劳动条件比较好。
电阻点焊缺点⑴目前还缺乏可靠的无损检测方法,焊接质量只能靠工艺试样和工件的破坏性试验来检查,以及靠各种监控技术来保证。
⑵焊件厚度、形状和接头形式受到一定限制,电阻点焊一般适合薄板焊接且对接头有一定要求。
⑶设备功率大,机械化、自动化程度较高,使设备成本较高、维修较困难,并且常用的大功率单相交流焊机不利于电网的正常运行,但随着近年来中频点焊机的推广应用,这一问题逐渐得到解决。
综上所述,虽然电阻点焊焊件的接头形式受到一定限制,但是适用于电阻点焊的构件仍然非常广泛,其主要适用于焊接厚度为4mm以下的薄板结构和钢筋构件,还可焊接不锈钢、钛合金和铝镁合金等,目前被广泛应用于钣金制造业。
焊接质量欠缺影响因素对于电阻点焊,我们在实际生产应用中经常遇到的问题就是焊接质量欠缺。一般说来,质量欠缺又分为内部缺欠(如:裂纹、未焊透、缩松、气孔等)和外部缺欠(如:压痕过深、焊点发黑、表面粘损、喷溅等)。对于以上质量欠缺的主要影响因素有以下三点。
⑴工件及电极表面状态的影响。
⑵点焊工艺参数:如焊接电流、焊接时间、焊接压力、电极形状及材料性能的影响。
⑶焊接过程中的分流的影响。
焊接质量改善措施为了消除上述质量欠缺,提高焊接质量,我们在生产过程中通常采取以下措施。
焊接前工件及电极表面清理
当焊接件表面有油污、水分、油漆、氧化膜或其他脏物时,焊接时会造成工件表面电阻急剧增大,直接影响焊接质量的稳定性。因此为保证焊接接头质量,焊接前必须对工件表面清理。清理方法分为机械清理和化学清理两种。机械清理法有打磨、抛光、喷砂(丸)等,化学清理常用酸洗或其他化学药品。这两种清理方法的选择一般根据焊接工件材料、供货状态、结构、批量和质量要求等因素来选定。
⑴钢铁材料。
对于低碳钢和低合金冷轧板钢板,一般其供货状态表面涂油,若表面无其他脏物时,焊接时在电极压力的作用下,油膜很容易被挤开,不影响焊接接头质量,因此可以不用清理。而对于未经酸洗的热轧钢板,因其表面有一层氧化皮,焊前必须用喷砂(丸)或化学腐蚀的方法将其清理干净。对于有镀层的钢板,一般不需特殊清理就可以焊接,例如镀锌,但是镀铝钢板必须用钢丝刷或化学腐蚀清理干净。对于不锈钢、高合金钢来说,焊接工件表面必须高度清洁,必须抛光、喷丸或化学方法清理干净。
⑵非钢铁材料。
对于铝及其合金材料表面有一层铝氧化膜,大大增加工件表面电阻,影响焊接接头质量,因此要求必须清理干净。一般铝氧化膜主要用化学方法清除,也可用机械法清理。由于铝在空气中容易被氧化,因此清理后要尽快焊接。通常化学清理后必须在72小时内焊接,机械清理后必须2~3小时内焊接。镁合金和铜合金一般用化学方法清理。
电极表面状态也直接影响着焊接接头强度,电极端部在焊接过程中容易粘结焊接材料,使接触电阻增大,焊点强度下降。因此焊接前和焊接过程中一定要用砂纸等打磨抛光电极端部,保持电极端部清洁。
焊接工艺参数
电阻点焊的工艺参数主要有焊接电流、焊接时间、电极压力和电极工作面尺寸。它们之间密切相关,而且可以在比较大的范围内调节控制焊点质量。
⑴焊接电流。
焊接电流是影响焊接接头质量的主要因素。随着焊接电流增大,焊接产生的热量增大,从而焊接接头的熔核尺寸和熔透率增加。当焊接电流太小低于下限值时,热量过少,不能形成熔核。当电流过大高于上限值时,热量过大,会产生飞溅或熔透。工件的电阻点焊电流上下限值并不是固定不变的,它会随着其他焊接参数变化而变化。例如当电极压力增大时,电流的上限值也会增大。
⑵焊接时间。
焊接时间对焊接接头熔核尺寸的影响,与焊接电流的影响基本相似。焊接时间增加,熔核尺寸随之扩大。但是过长的焊接时间会引起焊接区域过热、飞溅和搭边压溃。
⑶电极压力。
电极压力对焊点有两重作用。它既影响焊点的接地电阻,即影响热源的强度和分布;又影响电极散热效果和焊接区塑性变形及熔核的致密程度。增大电极压力,接触电阻减小,散热加强,因而焊点总热量减小,熔核尺寸减小,熔透率降低,过大甚至造成没焊透。若电极压力过小,则工件板间接触电阻大而不稳定,甚至出现飞溅和烧穿。电极压力对焊接区金属塑性环的形成和消除焊点内外缺陷及改善组织起着很大作用。随着电极压力的增大,焊点强度降低。因此在增大电极压力的同时,增大焊接电流或焊接时间,以弥补电阻减小的影响,可以保持焊点强度不变。
⑷电极工作面的形状和尺寸。
电极端面和电极本体的结构形状、尺寸及其冷却条件影响熔核尺寸和焊点强度。对于常用的圆锥形电极,其电极体越大,电极头的圆锥角越大,则散热越好。但是角度越大,端部磨损后,电极工作面直径越大,接触面积增大,焊点强度降低。为提高焊点稳定性,要求焊接过程电极直径尽可能变化小。因此角度一般在90°~140°。对于球面形电极,因头部体积大,与焊接工件接触面扩大,电流密度降低,散热能力加强,引起熔透率降低和熔核直径减小。但焊件表面压痕浅,且圆滑过渡,不会引起应力集中。而且焊接区电流密度和电极压力分布均匀,焊点质量保持稳定。因此对于热导率低的金属,如不锈钢,推荐采用球面或弧面形电极。
在点焊过程中,以上各工艺参数并非孤立,而是彼此相互制约。其中增加焊接电流或焊接时间,都会使熔核尺寸和焊透率增大,提高焊点强度。如果对这两个参数进行不同的调节,则会得出加热速度不同的两种焊接条件,即强条件(又叫硬规范)和弱条件(又叫软规范)。强规范是焊接电流大,焊接时间短。其效果是加热速度快,焊接区温度分布陡,加热区窄,接头表面质量好,综合性能好,生产率高。弱条件是焊接电流小,焊接时间长。其效果是加热速度慢,焊接区温度分布平缓,塑性区宽,压力作用下易变形。因此对变形困难或易淬火的材料,采用弱条件焊接是有利的。
点焊参数的选择主要依据焊件的材料特点、产品结构特点和焊接设备特点。材料特点主要指材料的热物理性能,如电导率、热导率、熔点、高温强度、硬度等。结构特点指板厚、搭接层数、点距、边距等。设备特点主要指设备的机械特性和电气特性。确定点焊参数的一般程序是:
第一步根据以上特点初选各参数,一般通过理论分析和实践经验数据相结合的方法来确定;
第二步是现场工艺试验进行调试并修正,最后确定最佳工艺参数。任何初选的工艺参数都必须经过现场工艺进行检验,达不到技术要求的必须进行调整和修正。
我公司根据产品材料和板厚制定的点焊参数表详见表1。
减小焊接过程中分流的影响
焊接时不经过焊件焊接区,而经过其他部分的电流为分流。同一焊件上已焊接点对正在焊接的点就构成分流,焊接区外焊接件间的接触点也能引起分流。分流引起焊接区有效电流降低,热量减少而引起熔核尺寸减小,导致焊点强度下降。因此提高焊接质量,我们要尽可能减小分流。减小分流的常用措施有:

表1 点焊参数表

图2 大面平板下电极
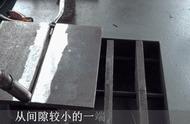
⑴选择合适的点距。材料的电阻越小,板厚越厚,层数越多,则分流越大,所允许的最小间距也应增大。
⑵焊接前清理焊件焊接区。表面的氧化物、油污会使焊接区电阻增大,使分流增大。
⑶提高装配质量,使焊接区接触良好。待焊接处装配间隙增大,增大电阻,分流增大。
⑷适当增大焊接电流,以补偿分流的影响。由于结构设计需要,分流不可避免,因此适当提高焊接电流,可以补偿分流的损失。
⑸其他特殊措施,对于有些开敞焊件,可以采用特殊专用电极和电极握杆。对于不同厚度的板材焊接时,我们可以在较厚板材那一侧采用大面平板电极,增大焊接区接触面积,减小分流。如图2所示,下电极设计采用较大面积电极,大大降低分流,取得较好点焊质量。
电阻点焊应用目前我公司有6台电阻点焊设备,生产产品中也大量采用电阻点焊工艺,其中焊接材料涉及碳钢、镀锌板、铝锌版、不锈钢、铝合金等。根据以上电阻点焊工艺特点,我们一方面通过多年来的生产工艺实践积累,制定了不同产品材料和板厚对应的点焊经验参数,并且在实际生产中不断完善改进,定期工艺巡检,发现问题和解决问题;另一方面加强了对焊接操作人员的培训和考核,定期组织培训和考核,只有考核合格才能取得上岗资质。
通过以上工作,近几年我公司焊接工艺水平、焊接质量和焊接效率不断提高,如公司机柜产品很多需要点焊加强筋,之前点焊质量不稳定,而且点焊压痕明显,需要打磨磨平,产生大量的打磨浪费。通过对焊接工艺改善和人员定期培训,点焊质量逐渐有了明显提升,同时将点焊压痕取消打磨,从而生产效率得到大大提升,如图3所示。

图3 点焊产品图片
综上所述,只有掌握电阻点焊的工艺技术,结合设备、产品情况,在生产实践中不断摸索和完善点焊工艺参数,并培训相应的操作人员学会应用,才能将电阻点焊技术在生产中应用和不断发展进步,给公司不断创造效益和利润。
,