2、手工刀割:用管子割刀(又称割管器)(图3)切割管子的方法称为刀割。割刀由滚刀、压紧滚轮、滑动支座、螺杆、螺母及手轮等组成;割刀的选用见下表3所示:
表3 割刀型号表

图3 割管器
割管时必须将管子穿在割刀的两个压紧轮与滚刀之间,刀刃对准管子上的切断线,转动把手7使两个滚轮适当压紧管子,但压紧力不能太大,否则转动切刀将很困难,还可能压扁管子;转动割刀之前,先在割断处和滚刀刃上加适量机油,以减少刀刃的磨损;每转动割刀一圈拧紧把手一次,滚刀即可不断地切入管子直至切断。若滚刀的刀刃不锋利或有蹦缺要及时更换滚刀。
刀割的优点是切口平齐,操作简单,易于掌握,其切割速度较锯割快,但管子切断面因受刀刃挤压而使切口内径变小,为避免因管口断面缩小而增加管道阻力,可用锉刀或刮刀将缩小的部分去除。
3、机械切割:机械切割可以减轻工人的劳动强度,常用的方法有弓锯床锯割、磨割、在电动套丝机上用切刀割断等;弓锯床锯割一般适用于壁厚大于10mm的管子,对较小的管子不适用;在套丝机上切割后面再详述。此处只讨论磨割。
磨割是使用砂轮切割机切断管子,切割时电动机带动砂轮片高速旋转,砂轮片不断磨切管子直至磨断为止,砂轮切割机结构如下图所示,切割方法如下:
(1)将划好线的管子放在切割机的夹紧装置内,用手压下手柄使砂轮片靠近管子,调整管子的左右位置使砂轮片对准切割位置,然后夹紧管子;
(2)启动切割机,压下手柄使砂轮片切入管子直至切断为止;切割时压手柄的力不可过猛,以免砂轮片因受力过大而破裂,切割过程中人不可站在砂轮片一侧,以防砂轮破裂飞出伤人,若发现砂轮片转动不平稳或有冲击、振动现象,应立即停机检查砂轮片有无缺口,对已出现缺口的砂轮片必须及时更换,不得继续使用。
(3)若切口部位有较大的毛刺可在砂轮上磨去,或用锉刀锉平。

图4 砂轮切割机
三、螺纹的套制
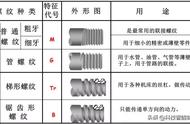
管道螺纹连接采用英制55°角的管螺纹,阀件、连接件由专业厂按标准制造,其内螺纹是圆柱形,为加强接口的防水效果,要求管端加工成圆锥形外螺纹;管子套螺纹的方法分手工套制和机械套制两种,套制的螺纹其质量要求如下:
(1)螺纹端正、不偏扣、不乱扣、光滑无毛刺,断口和缺口的总长度不超过螺纹全长的10%,且在纵方向上不得有断缺处相连;
(2)螺纹要有一定的锥度,松紧程度要适中,螺纹套好后要用连接件试拧,以用手能拧进2~3圈为宜,过松则连接后的严密性差,过紧则连接时容易将管件或阀门胀裂,或因大部分管螺纹露在管件外面而降低连接强度(螺纹的松紧与套制时扳牙位置的调整和套入管子的长度有关);
(3)螺纹安装到管件后以尚外露2~3扣为宜,管端的螺纹加工长度参见下表4所示:
表4 管端的螺纹加工长度参见表

(一)手工套螺纹
手工套螺纹常用的工具有普通式铰扳和轻便式铰扳,管道工程施工中多选用普通式铰扳,轻便式铰扳一般用于管道的维修等工作量较小的场合。