作者:李浩,刘会杰,付云峰,张昧,刘素山*
关键词:磨粉机;磨辊;平行度;轧距;校验;测量
摘要:磨粉机磨辊安装调平精度直接关系到磨粉机研磨质量稳定性,磨辊平行度的测量一直是一个难以解决的技术难题。借助简易测量工具,把复杂的测量问题变得简单化,有助于保证磨粉机磨辊安装质量。
辊式磨粉机是粮食加工中最常用的粉碎设备,两磨辊表面之间的距离俗称轧距,轧距的大小直接决定破碎粒度的大小。两磨辊之间的平行度直接决定研磨效果,即粒度的均匀度等一系列参数指标,包括动力损耗、噪音、温升等一系列的机械指标。 两支磨辊一旦出现不平行度超出允差范围,就会出现粒度破碎不一致,磨辊表面出现点接触等一系列不正常的运行现象,直接影响物料粉碎效果,严重的会出现机械故障,甚至会出现磨辊接触研磨、过热和产生火花,引发火灾酿成重大事故。因此测量和调节磨辊轧距和平行度对磨粉机正常运行变尤为重要。
1 磨辊轧距和平行度传统测量方法
由于辊式磨粉机的结构限制,要想准确测量出两磨辊表面间隙即轧距和两磨辊平行度很困难,测量不准确便不可能调整合适。测量工具的正确选择是关键所在。
自从辊式磨粉机出现以来,磨辊的轧距和平行度测量就一直是个难题。传统测量方法主要是采用塞尺(塞规)和平板。如图1和图2所示。

图1塞尺,也称塞规,是最常用测量磨辊表面间隙即轧距的主要工具,测量光辊精度一般能达到0.02mm,市场上虽然还有精度更高的如0.008mm的塞规,但如果是0.008 mm精度的塞尺,由于本身太薄,已无法准确测量出轧距数值。采用塞规测量齿辊轧距,测量误差更大。

图2测量平板是用来测量两支磨辊平行度的专用工具。考虑使用方便可以设计有搬用移动的把手或孔洞。精度一般要求一级精度。
1.1 磨辊轧距测量方法
目前辊式磨粉机磨辊平置的居多,这里以磨辊平置即磨辊水平布置的磨粉机为例介绍。磨辊上方护板如果拆装方便的话,从上面测量最为方便。如果磨辊上方护板不便拆装,也可以从磨辊下方测量。但如果测量后路心磨,由于后路心磨轧距较小,塞尺薄而软,从下方测量塞尺不能直立,只能从上方测量。测量轧距的目的是为了设定轧距,制粉工艺设计要求每道磨粉机轧距的数值都不一样,我们要根据工艺设计要求,将每台磨粉机的每对磨辊轧距调节到要求数值。如1B磨粉机要求轧距0.8 mm,我们就使用0.8 mm的塞尺条,放到磨粉机磨辊之间,调节磨辊之间距离,两端同时调节,边调节边移动塞尺条,当塞尺条刚刚能在辊间隙内移动为宜,这个间隙就是0.8mm,设定和调整轧距工作完成。
1.2 磨辊平行度调节测量方法
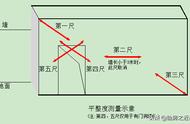
测量平板放置到两磨辊上表面,如果两支磨辊平行,磨辊表面与平板四角接触,平板稳定,按压四角,平板不动,不会感到有间隙存在。实际情况,两支磨辊真正平行的情况很少,总要有一定误差。由于两支磨辊平行误差的存在,造成平板和磨辊表面只有三点接触,总会有一点悬空,手压会感到有间隙存在,误差多少只能依靠我们用塞尺进行测量,通过测量这个间隙距离,再根据四点间距,就可以计算出两磨辊平行度误差差值。
举例计算两支磨辊平行度,测量平板长度方向与磨辊长度方向保持一致,接触四点,沿磨辊长度方向两点中心距L=400—50=350 mm,假如测得磨辊表面与平板某一角间隙为0.02mm的塞尺刚好插人,则测得此间隙值就是0.02 mm,我们平常习惯上说的平行度是以1000 mm,即1 m长度误差为基准来衡量的,因此进行如下计算。
误差值K=1 000/350x0.02=0.057,即两支磨辊平行度是0.057 mm。由此可以看出,两支磨辊的平行度误差还是很大的,而我们测量时要想测出0.002的间隙,实际也是很困难的,因为塞尺的0.002mm的尺条已是很薄很薄。采用这种测量方法,一般能将磨辊平行度调整到0.005已是很高水平了。但是目前磨粉机制造水平,已经要求磨辊平行度远远高于这个标准,如果不改进测量方法,只凭操作工人技巧来保证两支磨辊的平行度已很不科学。基于这种实际情况,我们开发设计了一种简易磨辊平行度测量工具,测量准确而且还操作方便。
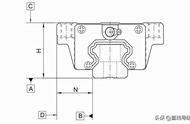
2 磨辊平行度测量组合工具
图3磨辊平行度测量组合工具,它是由测量平直底板、千分表、条形水平仪及工具框架等组成。通过这个简易磨辊平行度测量工具可以很轻松地进行磨辊间距测量和磨辊平行度的测量和调整,具有操作简便、测量精度高、测量误差小等优点。

2.1 磨辊平行度测量组合工具测量原理
磨辊平行度测量组合工具的主要功能是用来校正磨辊平行度,供磨粉机安装工或磨粉机操作人员进行两支磨辊平行度和水平度的调整,是在磨粉机磨辊安装过程中或磨粉机使用过程中的校正和调节。所测量的磨辊都是合格的磨辊,磨辊本身尺寸和形位公差满足磨粉机工艺技术要求。磨粉机要求两磨辊表面平行和水平,由于磨辊都是合格和满足技术要求的。因此我们改变以往直接测量磨辊表面数据,改为测量磨辊轴头的平行度和水平度,这样可以通过数据计算间接求得磨辊表面技术数据,由于磨辊本身的加工精度已经远远满足我们进行磨粉机安装和操作所需求的技术数据要求,通过测量轴头位置尺寸是完全可以控制磨辊表面平行度和水平度要求的。这样一来,把复杂的测量问题简单化,操作起来更加方便和快捷,通过实践测试证明是完全可行的。磨辊单端两轴头高度水平,磨辊两端两支磨辊轴头间距一致,即保证两支磨辊水平方向上平行。
2.2 磨辊平行度和水平度的测量
利用磨辊平行度测量组合工具测量磨辊平行度时,只要将其放置到两端轴头上,两个定位点靠紧一支磨辊轴头表面,另一端千分表测量探头靠近接触到另一支磨辊轴头表面,从预先校正好的千分表表盘上可以直接读出磨辊轴头表面间距,加上磨辊轴头直径就是两支磨辊中心距,磨辊中心距减去单支磨辊直径,便是磨辊轧距。
磨辊平行度测量组合工具在测量前要进行水平校验,在标准校验平板工具上(或实验室平板上)校验条形水平仪的水平度。条形水平仪一端通过转轴固定在支架上,可以绕转轴自由转动,另一端通过校平螺钉支撑。平直底板下与两支磨辊轴头表面接触的地方用两块高度相同的垫块支撑,目的是使平直底板水平,观察条形水平仪读数,通过调整校平螺钉,观察气泡移动情况,当气泡停留在中间0位置处,表示水平仪已经水平。校正工作完成。
磨辊平行度测量组合工具测长机构的调整,举例:磨辊直径250,轴头直径70,轧距要求0.5,则测长机构调整到180.5标准长度。将两端轴头间距调整成一致,用千分表精度来控制磨辊水平方向平行精度,用条形水平仪精度保证磨辊轴头单端水平。

磨辊平行度测量时按照图4磨辊平行度测量组合工具测量方法操作。举例测量1 000 mm长度磨辊平行度,如果一端测得距离为180.5 0.001 mm,另一端测得为180.5,两端差值0.001 mm,测量位置为轴头端部,两端距离1250mm,计算此对儿磨辊平行度k=1 000/1 250x0.001=0.0008 mm,由于测量位置大于1000mm,因此测得精度比我们平常采用的1 000 mm基准精度还要高。
3 小结
通过实际测试证明,平行度测量组合工具比原来采用平板加塞尺测量磨辊表面平行度方法方便得多,而且测量精度也要高很多。我们磨粉机安装生产线上采用此法测量校验,极大地提高了磨粉机磨辊的安装精度,越来越多的客户也采用此法校验检测换辊后的磨辊安装精度,很好地保证了面粉生产的正常运行。
,