世界上没有了螺纹,可能大部分的机器都会散架,可见当代各类制造中对螺纹的依赖是不可缺少的。那么在攻内螺纹时应该如何正确的打孔,在滚造丝时应该如何正确的选择圆杆直径呢?
一、内螺纹底孔的选择
在用丝锥攻内螺纹前需要先打底孔,底孔的大小对螺纹的影响是很大的。如果底孔的直径与内螺纹小径一致,在用丝锥攻螺纹时就会被卡住,造成丝锥折断。如果底孔过大,攻出的螺纹高度不够就会造成废品。
普通螺纹钻底孔用钻头直径可以利用公式计算,当螺距P<1mm时,钻头直径D0=d-P;当螺距P>1mm时,D0=d-(1-1.1)P,一般工厂里的经验公式:钻孔直径=0.85*螺丝直径(取近似值),如M8的螺丝,用M8*0.85=6.8的钻头就可以,当然大十几丝也是可以的,攻牙更方便。
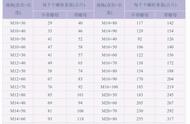
下面给大家找到了一份对照表,大家可以自行查询,非常的方便:


二、外螺纹套丝时圆杆直径的选择
为了避免产生笑话,作为设计人员,了解一下套丝时圆杆直径的选择也是非常有必要的。套丝时一般选用圆板牙切削外螺纹,图一:普通螺纹,图二:套圆锥螺纹。


套丝时圆杆直径可以按经验公式计算,当螺距P=0.5~1.25mm之间时,圆杆直径DG=d-0.2P;当螺距P=1.5~3mm时,圆杆直径 DG=d-0.13P,式中的d指的是螺纹大经。圆杆直径的选择也可以参考下表:

这里是直观机械,由于自身水平不足,难免会有疏漏之处,如有描述不正确的地方,请各位下方评论指正。