1数控加工常用刀具的特点
数控刀具与普通机床上所用的刀具相比,有许多不同的要求,主要有以下特点:
1. 刚性好(尤其是粗加工刀具),精度高,抗振及热变形小;
2. 互换性好,同一品种规格的刀具耐用度、几何形状、尺寸精度基本一致,便于快速换刀;
3. 寿命高,切削性能稳定、可靠;
4. 刀具的尺寸便于调整,以减少换刀调整时间;刀具的调整、装夹应简单、方便 。
5. 刀具应能可靠地断屑或卷屑,以利于切屑的排除;
6. 具有完善的模块式工具系统;
7. 系列化,标准化,以利于编程和刀具管理。
2数控加工常用刀具的种类
数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。
一、根据刀具结构可分为:
1.整体式;
2.镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种;
3.减震式刀具;
4.内冷式刀具;
5.特殊型式,如复合式刀具,可逆攻螺纹刀具等。
二、根据制造刀具所用的材料可分为:
1.高速钢刀具;
2.硬质合金刀具;
3.金刚石刀具;
4.立方氮化硼刀具;
5.陶瓷刀具等;
6.涂层刀具等。
三、按切削工艺可分为:
1.车削刀具
分外圆、内孔、螺纹、切断、切槽刀具等多种,如图2-17所示。
常用车削刀具有高速钢整体刃磨刀具,硬质合金焊接式刀具,机夹可转位刀具等。目前,在数控加工中机夹可转位刀具应用已非常普遍,采用该种刀具,可大大缩短工艺辅助时间,提高切削效率。机夹可转位车刀的夹紧结构有如图2-18所示三种。

图2-17 车削刀具种类

图2-18 机夹车刀刀片夹紧形式
车削刀具的选用步骤:
(1)确定工序类型——外圆/内孔;
(2)确定加工类型——外圆车削/端面车削 / 仿型车削 / 插入车削;
(3)确定刀具夹紧系统——M类夹紧 / S类夹紧/ P类夹紧;
(4)选定刀具类形;
(5)确定刀杆尺寸—— 16 / 20 / 25 / 32 / 40;
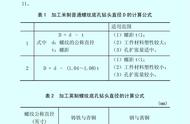
(6)选择刀片——形状/型号/槽型/刀尖半径/牌号(表2-7,表2-8)。
表2-7 外圆车削刀片选择

表2-8 内圆车削刀片选择