Sulli小苏:今天详细介绍下主轴箱的装配与调整。主轴箱是机床的重要的部件,是用于布置机床工作主轴及其传动零件和相应的附加机构的。主轴箱是一个复杂的传动部件,包括主轴组件、换向机构、传动机构、制动装置、操纵机构和润滑装置等。

主轴箱是机床的重要的部件,是用于布置机床工作主轴及其传动零件和相应的附加机构的。主轴箱是一个复杂的传动部件,包括主轴组件、换向机构、传动机构、制动装置、操纵机构和润滑装置等。其主要作用是支承主轴并使其旋转,实现主轴启动、制动、变速和换向等功能。
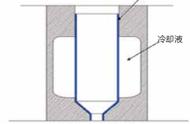
首先对主轴箱体进行清理,对机加工工序残留的铁屑和锈件残砂进行清除。清除后,箱体内壁涂以黄漆,并用棉纱擦去不慎涂在轴承孔上的漆。
将所有零件逐一进行核对,分类清查数目。它包括轴承、弹簧卡、弹簧和紧固零件等。对零件分类进行再加工,花键轴及相应的齿轮要全部经过试装。手柄孔与轴试装后,可以在箱体上。齿轮上的铜套,尤其是主轴上两只斜齿轮的铜套先要进行测量,确认合格后可以按照图纸的方法装配。

装配时,要注意齿轮上的油孔,要使其与铜套内孔拉制的油槽对正,以便配后油孔通过油槽。轴 I 下面反转齿轮可以将铜套装入后,用小轴试配。铜套可以用活铰刀调整,每次调整量不能太大,如果用轴试一试,能进去一部分,还有些紧,可以不调整铰刀直径,再铰一次就可以了。由于主轴的大斜齿轮直径较大,线速度很高,所以在装入铜套后应与主轴试配,使之与主轴有一定的间隙,可以采用着色法用曲面刮刀刮削,套在轴颈上扳动时,手感应有一定的间隙。
经过零件之间的试配,零件与箱体的试配等零件的再加工之后,就可以着手进行主轴箱的装配了。
主轴箱的装配,除去轴 I 和主轴外,其余轴的装配不太复杂。将各拨叉手柄装上,扳动应灵活,力要均匀。其装配顺序可以这样处理:操作者站在手柄外侧面对主轴箱自箱底向上装,由远及近装。待各辅助件装配完后,即可进行各变速轴及拨叉轴的装配。每根轴装完后,即要进行调整,因 II轴和 III 轴同使用一只端盖。两轴装完后,将 III 轴齿轮拨至空档来调整这两根轴。调整盖的调整螺钉应先退出,按照调整盖的形状用干净的废图纸做一垫,双面均涂薄而匀的密封胶,然后将所有紧固螺钉旋紧。轴承间隙调整的方法是:一手用内六方扳手调整调节螺钉,另一只手拉动齿轮,使齿轮旋转,直至用中等力度转动齿轮,撤去力后齿轮只转动一周左右即可。然后用活动扳手调节螺钉的锁母锁紧。擦去被挤出的密封胶。然后按前文提到的组件方法将主轴装入箱体。

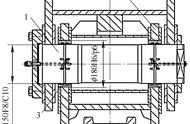
主轴装完后,就可以装入轴 I 了,将其正转摩擦片调至最松,即摆杆能顺利越过滑套并将滑套预先放在箱体拨叉上。如果这时轴 IV 上方的拨叉轴已经装完,则轴 I 的偏心套碰到,曲柄时,若盲目再装进轴 I 会使曲柄折断。见图 2-7,用手拉开曲柄,使轴 1 顺利到位后再松开手放开曲柄。
调整转速,将带有盘状凸轮的支架提起,从轴 I 依次到轴 IV 和轴 V 均是大齿轮带动小齿轮。将转速盘手柄转动,将 1200 r/min 对准在速度显示框内,若均为小齿轮带动大齿轮,则将 12 r /min 对准速度显示框。压下支架,紧上螺栓,复核一下。
齿轮啮合位置的确定及调整:对于轴 IV 上的两只双联齿轮,可将它的啮合位置确定后,在拨叉轴上通过拨叉用专用样冲(即它的外径等于螺纹底孔直径)冲一个样冲孔。四个样冲孔都确定后,卸下拨叉轴,用钻头划一下并作淬火处理。

,本文章内容由收集整理于网络,目的在于传递更多信息,如有侵犯到您权益,请联系删除
需要了解更多进口轴承信息欢迎在评论区留言交流
想要了解轴承/滑块的哪一方面内容都可以在评论区给小编留言