撞刀是指刀具(包括刀架、拖板等)在移动过程中与工件、卡盘或尾座发生意外碰撞的机床事故,撞刀是数控车床操作新手最有可能发生的事故,一旦发生撞刀事故,轻者影响机床精度,重者造成机床损坏,必须引起操作者的高度重视。
为防止发生撞刀,建议应从操作工及程序编写二方面做好工作:
操作工应注意以下几点:
(1)经常检查车床限位挡块是否在正确位置,有否松动;(但应注意机床限位只能在行程极限位置处起到保护作用,由于刀具伸出位置的不同、工件毛坯大小不同等情况的存在,在大多数情况下,机床限位在加工过程中并不能有效起到防止撞刀的作用)。
(2)程序输入完成后必须仔细检查是否存在错误,避免因坐标数字输错而引起撞刀。
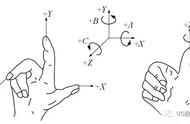
(3)正确对刀并设置刀补,注意Z方向试切对刀时,必须注意对刀使用的Z向零点应与编程使用的Z向零点统一,避免因工件坐标系设置不统一而造成撞刀。
(4)开始阶段运行时,把快速倍率设置得慢一些(例如可设置到25%)。
(5)程序编好后应先进行单段调试,并把显示屏幕切换到能同时看到工件坐标系及正在执行的程序的页面。
(6)调试过程中随时注意当前绝对坐标值及下一个程序段的终点坐标位置以确定刀具将移动的距离,然后观察当前刀具位置至工件位置之间的距离,从而判断是否可能相撞,并请特别注意下面二点:
★ 特别注意程序中第一个G00移动指令(及换刀以后的第一个G00移动指令),许多撞刀事故都发生在这一程序段,运行该程序段时请把左手放在《暂停》(《进给保持》)按钮处,必要时按下《暂停》。
★ 在不熟练的情况下,可把第一个G00坐标设置在离毛坯稍远处,接着用第二个G00定位到开始加工位置,以便在单段运行时及时发现问题。
★如下一程序段是换刀指令,必须考虑相关刀具的伸出长度,确信刀架转动时不会发生撞刀后,才可运行下一个程序段。
(7)GSK980系列产品对刀如使用G50设置坐标,必须注意回机械零点后有可能(根据系统参数设置而定)绝对坐标被恢复到初始值,从而导致意外发生。华中世纪星18iT使用绝对刀补,请不要随便使用坐标系设置命令。
(8)如果加工时必须使用尾架,安装刀具时必须考虑到在X方向电动刀架与尾架不发生碰撞的极限位置、在Z方向拖板与尾架不发生碰撞的极限位置。(如果在相当一段时期内不使用尾架,建议可暂时拆下尾架以避免碰撞)
程序编写时也必须把防止撞刀考虑在内,请注意以下几点:
(1) 程序中第一个移动指令或每一个换刀指令后的第一个移动命令必须是X、Z二个坐标的绝对坐标定位。
(2) 换刀命令前使用G00指令退出刀具时,必须充分考虑相关刀具的实际伸出位置与工件毛坯的相对关系,保证刀架转动时不发生碰撞(例如镗孔刀可能伸出较长)。
(3) 切削螺纹时,刀架移动速度不能超过伺服电机允许的速度,建议:主轴转速*导程不要超过3000mm/分。
(4)不可在程序中盲目使用坐标系设置指令(如GSK的G50)。
(5)建议使用模拟软件在电脑中调试好程序后再传送到机床(订货时请声明需配置电脑接口),以避免程序输入时可能发生的错误.
,