设定工件坐标系与机床坐标系的关系为如图1所示,工件坐标系的原点在机床坐标系中的坐标( X',Z') 值为( Δa,Δb) ,则工件坐标系中的任一点A ( X,Z) 转换成机床坐标系中的值为:工件坐标系中的坐标值与原点偏移值的代数和,即

因此,如果能够确定了工件坐标系的原点在机床坐标系中的偏移值( Δa,Δb) ,则程序中工件坐标系的值便可顺利得转换成机床坐标系的值,能够被数控系统所识别。所以,数控系统也正是事先通过“对刀”操作,获取并记录“工件坐标系的原点在机床坐标系中的偏移值( Δa,Δb) ”,然后再根据式( 1) 计算出机床坐标系的值,这正是“对刀原理”。
下面以华中世纪星数控车床为例,通过不同的“对刀方法”,分析数控系统是如何获取偏移值( Δa,Δb) 进行“对刀”的。

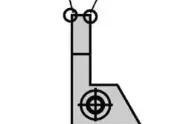
(1) 试切对刀。设工件坐标系的建立如图2 所示,X 轴在工件的右端面,Z 轴在主轴的中心线上,则“对刀”步骤为:
①Z 向对刀: 手动模式→试切工件端面→Z 方向不动,沿X 方向退出→MDI F4→刀偏表F2,出现图3 操作界面,按开始键将光标移至“试切长度”→输入Z 方向工件坐标系的值( 因为此时工件坐标系的原点建立在工件的右端面,Z 向坐标值为0,即输入0 即可; 如果不是在右端面,输入相应的坐标值即可。) →按回车→系统自动计算出“Z 偏置”值( 工件坐标系的原点在机床坐标系中的Z 向坐标值) ,该刀Z 方向对刀完毕。

②X 向对刀: 试切外圆→X 方向不动,沿Z 方向退出→测量出工件直径a ( 即X 向的工件坐标系的值,系统会自动计算出半径值) →MDI F4→刀偏表F2,出现图3 操作界面,按开始键将光标移至“试切直径”→输入测量的直径a→回车→系统自动计算出“X 偏置”值( 工件坐标系的原点在机床坐标系中的X 向坐标值) ,该刀X 方向对刀完毕。
“试切对刀”的操作过程原理是: 机床回参考点后,系统能够自动确立当前“对刀点”A ( X,Z)的机床坐标值→操作人员测量工件坐标系的值( X,Z) 输入数控系统→数控系统根据二者的关系计算出偏移值( Δa,Δb) →确定工件坐标系的零点在机床坐标系中的位置→建立起二者之间的联系