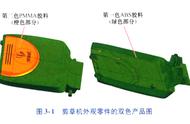
如图所示:
第一色产品材质:ABS
第二色产品村质:TPU
ABS 与 TPU 黏合性良好
模具穴数采用:2 2
产品收缩率按照硬胶ABS来放缩水:1.005
正常情况下双色模为精密模具:
前模仁采用:S136热处理硬度50~52°
后模仁采用:H13热处理硬度48~50°
斜顶采用:FDAC表面氮化处理,硬度50~52°
ABS特性:
热变形温度:82--118 ℃
模具温度:25---70C。
料温:220~250℃
TPU特性:
热变形温度:-40~120 ℃
模具温度:40~60℃。
料温:180~220℃

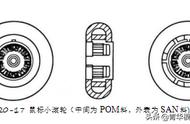
如图所示:
分型线,确保动模形状的一致性,
因为动模在成型中会旋转180°

如图所示:
第一色为热流道点进胶,如果采用冷流道的情况下,当后模旋转180°的情况下,第二色前模仁需要做避让设计。
第二色为了不影响到产品外观,采用牛角进胶,这样的话,需要在硬胶区域做偷胶处理,并且必须采用前模插破封胶的样式。
因为后模的形状必须要完全一致。